-
USA - EnglishCanada – Français
- Emplacements
- Accès aux FDS
- Connexion CTVista®+

Par Brad Buecker, Publiciste technique principal
Alors que de nombreuses centrales électriques au charbon aux États-Unis ont cessé leurs activités au cours de la dernière décennie, un grand nombre sont toujours en service. Dans d’autres parties du monde, l’énergie au charbon continue de représenter une part importante de la production d’électricité. Le contrôle des émissions de dioxyde de soufre (SO2) de ces usines est essentiel pour la protection de la qualité de l’air, mais plusieurs facteurs peuvent influencer ce contrôle, y compris la teneur variable en soufre de charbon, la pureté des réactifs et l’efficacité des produits chimiques d’amélioration, comme cette entrée le soulignera.
Le personnel d’une installation au charbon en Virginie-Occidentale a dû constamment affronter des problèmes lors de la manipulation et de l’alimentation de l’amplificateur d’efficacité de réaction, l’acide dibasique (DBA), à la récureuse à lime humide de son générateur de vapeur supercritique de 770 mW. Le produit doit être maintenu au chaud pour éviter la solidification, et il y avait des contraintes de livraison, tant du point de vue de la distance que du fait que le volume du réservoir devait être réduit à moins de 10 % avant qu’une nouvelle charge puisse être introduite. En conséquence, le personnel de l’usine a commencé des tests à grande échelle, puis une application ultérieure d’un autre mélange d’acide organique spécialement formulé, ChemTreat FGD1105 (brevet en instance).
Presque immédiatement après l’ajout de produits chimiques, les émissions de SO2 ont chuté d’environ 35 à 40 %, de sorte que même à pleine charge, une des cinq pompes de recyclage de la récureuse pourrait être, et a été, mise hors service. Les émissions de SO2 des cheminées n’ont augmenté que légèrement, passant de 120 lb/h à 200 lb/h après la réduction de la pompe. Cette mesure a permis de réduire la consommation d’énergie auxiliaire de 3 mW, ce qui représente un bénéfice annuel prévu d’environ 700 000 $. À titre d’essai, le personnel de l’usine a retiré une deuxième pompe de recyclage du service et a constaté que l’élimination du SO2 était encore plus efficace que dans la période précédant l’ajout du FGD1105. Selon le directeur de l’usine, la capacité de fonctionner avec 3 pompes de recyclage au lieu de 4 ou 5 a fourni une flexibilité supplémentaire pour la stratégie d’entretien des pompes de recyclage tout en offrant des occasions de revenus nets supplémentaires avec une efficacité améliorée de l’unité.
Les données d’exploitation après l’introduction du FGD1105 ont également montré une réduction significative de l’utilisation du calcaire. Non seulement cela permet d’économiser sur le coût direct des réactifs, mais la consommation réduite de calcaire réduit la maintenance et l’usure des broyeurs à boulets et autres équipements et tuyauteries générant du lisier.
Un autre indicateur de l’amélioration de l’efficacité du produit par rapport aux technologies plus anciennes est présenté dans les graphiques suivants.
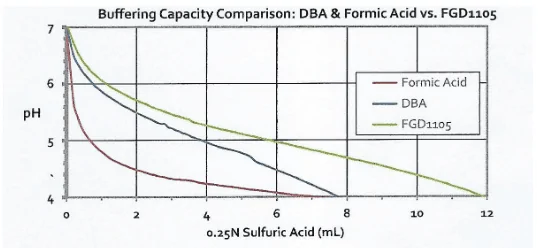

Le FGD1105 a une capacité tampon significativement plus élevée que le DBA lorsqu’il est titré avec les acides sulfurique et chlorhydrique, et une capacité beaucoup plus élevée que les autres principales alternatives, les acides formique et lactique. La capacité tampon est une propriété critique de ces produits.
Un autre aspect du nouveau produit chimique est qu’il peut être alimenté pur ou sous forme diluée. Le produit Neat a un point de congélation de -11 °F, ce qui le rend bien adapté pour une application hivernale dans les climats froids, comme en témoigne cette utilisation réussie dans le nord de la Virginie occidentale. La livraison en vrac ou en bac de plastique est possible grâce au point de congélation bas.
Le personnel de cette installation a calculé que le passage au nouveau produit de tamponnage entraîne un avantage potentiel de 1 200 000 $ par an en raison de la réduction de la charge parasitaire et de l’utilisation de calcaire. De plus, l’efficacité de récurage améliorée permet une marge supplémentaire dans le contrôle des émissions de SO2.
La chimie améliorée augmente la flexibilité lors de la planification de la maintenance des équipements, notamment les pompes de recyclage des boues. Pour les usines où un charbon local à haute teneur en soufre est moins cher que le charbon à plus faible teneur en soufre provenant de plus loin, une efficacité de lavage améliorée pourrait faire pencher la balance en ce qui concerne le carburant moins cher. Les données initiales de plusieurs applications suggèrent que cette chimie pourrait réduire la réémission de mercure des systèmes WFGD. Comptez sur des discussions supplémentaires sur ce produit innovant à l’avenir.
Remerciements
Remerciements à Dale Stuart de ChemTreat pour son développement de cette chimie en instance de brevet. Ces renseignements ont été initialement publiés dans Power Engineering en février 2019.
Les résultats fournis sont des exemples seulement. Ils ne sont pas garantis. Les résultats réels peuvent varier.
Veuillez contacter ChemTreat pour obtenir de l’aide dans la conception d’un programme de traitement personnalisé pour votre application. Comme toutes les autres technologies, une diligence raisonnable est nécessaire pour déterminer la faisabilité de l’utilisation des méthodes. Consultez toujours les manuels et guides de votre équipement.
