
Les systèmes de chauffage, de ventilation et de climatisation (CVCA) consomment de grandes quantités d’eau et d’énergie. Toutefois, si votre établissement cherche des moyens de minimiser la consommation d’énergie et d’eau, une variété de méthodes de traitement et de conservation sont disponibles pour vous aider à atteindre vos objectifs par la réduction, la réutilisation et le recyclage.
Aperçu de la consommation d’eau et d’énergie
Les principaux consommateurs d’eau et d’énergie dans les systèmes CVCA sont les chaudières, les boucles fermées et les systèmes de refroidissement.
Chaudières
En général, les systèmes de chaudière fournissent de la chaleur pour le CVCA et d’autres processus, consommant beaucoup d’énergie et potentiellement de grandes quantités d’eau.
Systèmes en boucle fermée
Les systèmes en boucle fermée sont remplis d’un volume d’eau déterminé et ils ne consomment pas beaucoup d’eau à moins d’avoir une fuite. Cependant, ils consomment de l’énergie en pompant de l’eau autour d’une installation, généralement à des fins de chauffage et de refroidissement.
Tours de refroidissement
Les tours de refroidissement par évaporation consomment beaucoup d’eau et sont l’une des méthodes les plus efficaces pour évacuer la chaleur de l’intérieur d’un bâtiment ou d’une installation vers l’atmosphère.
Refroidissement de l’eau
Refroidisseurs
Les refroidisseurs refroidis à l'air nécessitent environ 1,5 kilowatts par tonne de refroidissement, tandis que les refroidisseurs refroidis à l'eau utilisent environ 0,85 kilowatts par tonne. Une tonne de refroidissement équivaut à 12 000 Btu.
Les refroidisseurs refroidis à l'air ont une capacité quotidienne beaucoup plus faible que les refroidisseurs refroidis à l'eau, car ils nécessitent plus de surface. Leur capacité est généralement limitée à 7,5 à 500 tonnes de refroidissement, tandis que les refroidisseurs refroidis à l'eau peuvent être assez grands, avec une capacité allant jusqu'à 4 000 tonnes.
| Refroidisseurs refroidis à l’air | Refroidisseurs refroidis à l’eau | |
| Efficacité | 1,5 kW/tonne de refroidissement | 0,85 kW/tonne de refroidissement |
| Capacité | 7,5–500 tonnes | 10–4 000 tonnes |
Tours de refroidissement
L’objectif d’une tour de refroidissement par évaporation est de maximiser la surface du débit d’eau pour transférer la chaleur dans l’atmosphère par évaporation de l’eau. L’air est aspiré par l’eau qui tombe à travers la tour de refroidissement ou qui s’écoule vers le bas, et la chaleur est aspirée. Ce processus peut gaspiller beaucoup d’eau s’il n’est pas optimisé avec un traitement et un contrôle appropriés; par conséquent, les tours de refroidissement devraient être l’une des premières pièces d’équipement que vous évaluez lorsque vous cherchez à réduire la consommation d’eau.
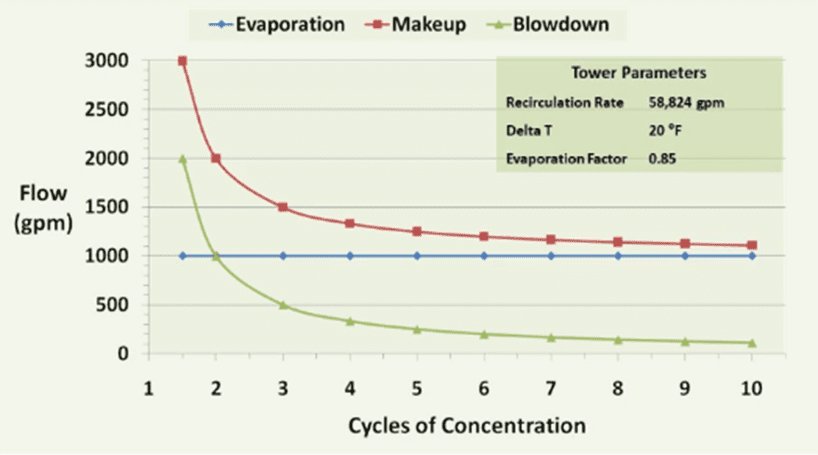
Ce graphique illustre la relation entre l’eau d’appoint ajoutée à une tour de refroidissement, la purge déchargée, l’évaporation et les cycles de concentration. La quantité d’évaporation dépend de la quantité de chaleur ajoutée à l’eau de refroidissement par les processus du système. Cette chaleur est éliminée et éjectée dans l’atmosphère extérieure. Cela est relativement constant, tel que dicté par la chaleur expulsée par le refroidisseur vers l'eau. Chaque livre d’eau évaporée à travers la tour élimine près de 1 000 Btu de chaleur.
La quantité d’eau d’appoint et d’eau de purge dépend des cycles de concentration, ou du nombre de fois que chaque volume d’eau est évaporé. Dans un système à passage unique, l’eau passant à travers la tour est envoyée directement au drain. Ces tours de refroidissement par évaporation consomment le plus d’eau. Sans contrôler la purge, 1,25 à 1,50 cycles sont la plage typique. Avec un certain contrôle de la purge, à 2 cycles de concentration, le besoin en eau d’appoint passe de 3 000 à 2 000 gal/min, soit une réduction de plus de 30 %. Les économies augmentent de 2 à 3 cycles avec une réduction de 25 %; cependant, à mesure que le niveau approche du volume constant d’eau évaporée (indiqué par la ligne bleue dans le graphique ci-dessus), les rendements commencent à diminuer.
L’augmentation des cycles peut contribuer à une concentration minérale plus élevée à mesure que l’eau s’évapore, ce qui peut entraîner un entartrage et un encrassement. Ces problèmes doivent être contrôlés pour maintenir l’efficacité du système.
Durabilité CVCA : Entretien de l’équipement
Lors de l’installation, le nouvel équipement fonctionne à son efficacité maximale. L’objectif d’un bon programme de traitement de l’eau est de maintenir l’équipement dans un état neuf et tel que fabriqué en gardant les surfaces propres et en atténuant la corrosion et les fleurs microbiologiques. L’encrassement des minéraux dissous dans l’eau d’appoint peut isoler les surfaces de transfert de chaleur si elles ne sont pas gérées correctement. Les dépôts de corrosion sur les surfaces de l’échangeur de chaleur posent un autre risque, tout comme la corrosion directe de la surface de l’échangeur causée par le flux de chaleur. Les produits de corrosion peuvent isoler les surfaces des échangeurs de chaleur, ce qui nuit aux performances de l’équipement tout en nécessitant une plus grande énergie pour atteindre le même degré de refroidissement.
L’utilisation d’eau d’appoint de haute qualité aide à préserver l’état de l’équipement tel que fabriqué. De plus, le potentiel d’encrassement doit être équilibré avec le degré maximal d’évaporation.
Lorsqu’on cherche à améliorer la durabilité, il faut étudier d’autres sources d’eau d’appoint pour compléter et réduire la principale source d’appoint. Une équipe de traitement de l’eau formée peut vérifier vos systèmes d’eau et trouver des sources suggérées de réutilisation de l’eau.
Pourquoi les inhibiteurs chimiques sont-ils nécessaires?
Les inhibiteurs chimiques sont utilisés pour atténuer les processus interreliés du dépôt de corrosion et de l’encrassement biologique des bactéries et des algues ou de la vie végétale. La corrosion peut entraîner des dépôts, et la corrosion et les dépôts peuvent tous deux entraîner un biosalissure. Ces problèmes auront une incidence négative sur l’efficacité du système.
Conserver l’énergie en maintenant la propreté
Si vous cherchez à conserver de l’énergie dans votre installation, gardez à l’esprit ce qui suit :
- Les systèmes sales ne sont pas aussi efficaces que les systèmes propres. Ils nécessitent plus d’eau de pompage pour obtenir le même degré de refroidissement, car les surfaces ne sont pas refroidies efficacement. L’encrassement peut également détourner le débit à travers le remplissage de la tour, isoler le transfert de chaleur et exercer une plus grande pression sur les pompes du système.
- Le tartre minéral provenant de l’eau d’appoint et de l’encrassement microbiologique peut entraîner une consommation accrue d’énergie et empêcher le transfert de chaleur et le refroidissement.
- S’ils sont encrassés, les échangeurs de chaleur peuvent devenir de grands consommateurs d’énergie gaspillée.
- Une balance de 1/16 pouce sur les surfaces de l'échangeur de chaleur dans un refroidisseur de 500 tonnes pourrait facilement entraîner une consommation d'énergie de plus de 100 000 $ par rapport à 80 000 $ si elle était propre. Cette consommation est directement liée aux émissions de gaz à effet de serre, qui augmenteraient proportionnellement.
| Refroidisseur 500-Ton | Nettoyer le condenseur | Condenseur gradué |
| Coûts électriques | 80 000 $/an | 105 000 $/an |
| Consommation d’eau | 7 200 000 gallons/année | 7 200 000 gallons/année |
| Génération de CO2 | 2 500 000 livres/année | 3 310 000 livres/année |
Gestion des ressources en eau
Le recyclage de l’eau implique le traitement des cours d’eau autrement inappropriés en investissant dans le traitement et l’équipement pour obtenir de l’eau de haute qualité.
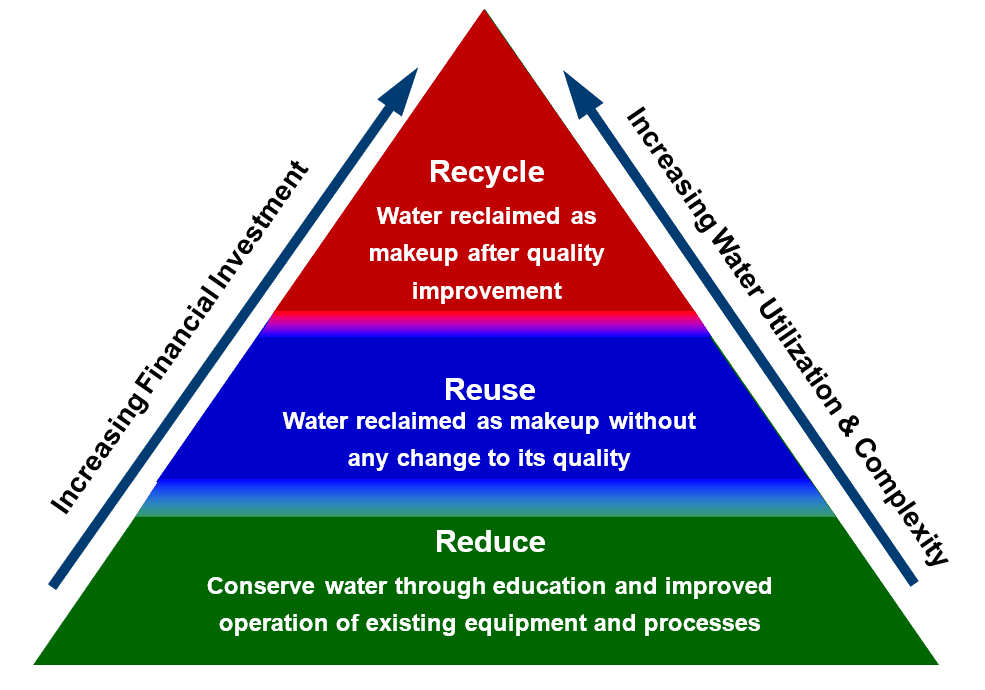
Réduire
La première étape pour réduire la consommation d’eau est de s’assurer que les systèmes fonctionnent à leur efficacité maximale. Les stratégies peuvent comprendre :
- Examiner les pratiques de travail pour éliminer le gaspillage, réparer immédiatement toute fuite
- Optimisation de l’utilisation des sources d’eau
- Améliorer l’efficacité de l’équipement en augmentant les cycles de concentration pour le refroidissement par évaporation
- Conserver l’eau grâce à l’éducation
Vous renseigner sur les opérations et les besoins de votre système est une étape essentielle pour une réduction efficace de l’eau et de l’énergie. Cela peut comprendre :
- Connaître les points de consigne optimaux de votre tour de refroidissement pour éviter les déchets lorsque le système ne fonctionne pas à des cycles de concentration maximum en fonction de la chimie de l’eau d’appoint
- Maximisation des cycles du système de chaudière
- Nettoyer immédiatement les surfaces encrassées pour éviter les pertes d’énergie
- Atténuation de la corrosion de l’équipement pour éviter une consommation supplémentaire de CO2 associée à la fabrication et au remplacement de l’équipement et de la tuyauterie
- Maintenir la performance du système pour minimiser le besoin de mesures correctives
- Bien que le nettoyage d’un système encrassé avec de l’acide puisse être efficace, il peut également causer de la corrosion et nuire à l’équipement, gaspillant de l’énergie et de l’eau. Il est recommandé de maintenir la propreté du système au lieu d’attendre que l’encrassement se produise avant de résoudre les problèmes du système.
Réutilisation
Selon sa qualité, une partie de l’eau utilisée dans votre installation peut être réutilisée dans d’autres processus sans nécessiter un investissement important dans l’équipement de prétraitement.
Examinez la qualité de toute eau que vous pourriez vouloir ajouter aux flux de maquillage. Si la qualité de l’eau est suffisante pour être réutilisée dans d’autres processus, vous pouvez installer de l’équipement pour capturer cette eau et la raccorder à un endroit utilisable.
Par exemple, la purge de chaudière peut remplacer l’eau de la ville en boucle fermée, éliminant ainsi les ajouts de chaudière au flux de refoulement et réduisant les coûts.
Recycler
L’eau de la tour de refroidissement n’est pas réutilisable si un composant dans l’eau est à sa concentration stable maximale, ce qui limite les cycles supplémentaires. Une tour de refroidissement fonctionnant efficacement maximisera la concentration des minéraux dans l’eau. L’eau concentrée qui en résulte peut contribuer à l’entartrage lorsqu’elle est réutilisée si elle n’est pas correctement prétraitée pour éliminer les solides dissous.
Le recyclage de l’eau saturée de la tour de refroidissement implique la capture des effluents et l’installation d’équipements tels que des systèmes d’osmose inverse (OI) ou des adoucisseurs pour éliminer le calcium et le magnésium, les deux principaux composants de la formation de tartre causée par le surcyclage.
Eau grise municipale
De nombreuses usines sous-utilisent les eaux grises générées dans leurs installations municipales locales. L’eau grise est différente de l’eau contenant des eaux usées; elle provient généralement d’applications de lavage (douche, laveuses, etc.).
Avantages de l’utilisation de l’eau grise
- Coûte moins cher que l’eau de la ville
- Réduit la décharge d’effluent dans le flux de réception
- A moins de problèmes de qualité (comme la salinité et le saumurage) que les autres sources d’eau secondaires comme les eaux de surface
- Contient certains produits chimiques de traitement comme le chlore ou un inhibiteur de tartre ou de corrosion
Défis liés à l’utilisation de l’eau grise
- La qualité varie selon les processus industriels et les changements de traitement
- Des niveaux élevés de matières organiques augmentent le risque de fleurs microbiologiques et la demande de chlore
- Des concentrations élevées de phosphate peuvent contribuer au dépôt et ajouter des nutriments pour les bactéries et les algues
- Peut contenir ou produire des pathogènes en suspension dans l’air comme la Legionella
- La présence d’ammoniac peut augmenter la demande de chlore et nitrifier les bactéries et causer la corrosion des alliages de cuivre
Services de durabilité
Vérifications et rapports
L’équipe de ChemTreat peut évaluer votre programme de traitement existant et les données historiques du système pour mieux comprendre comment l’eau est utilisée dans votre établissement. Pendant leur visite de votre usine, nos représentants peuvent créer un croquis des systèmes d’eau, que notre équipe de conception visuelle peut transformer en schéma détaillé à titre de référence.
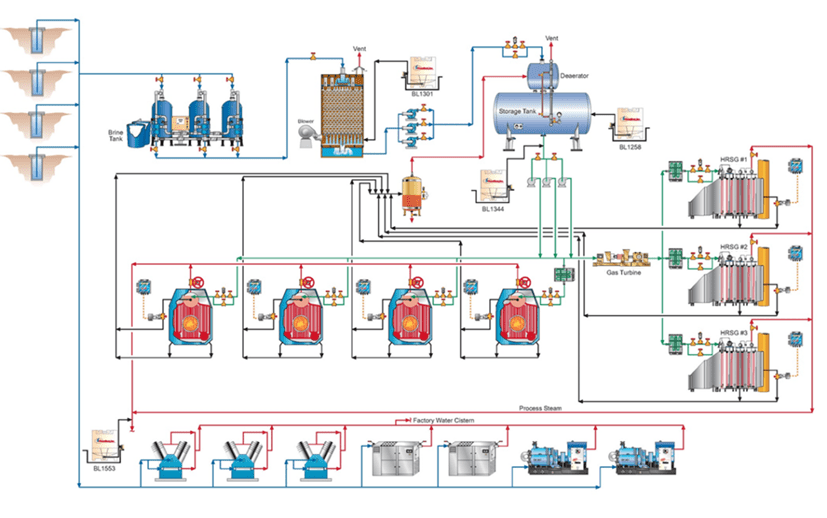
Ces illustrations sont utiles pour aider à comprendre comment l’eau est équilibrée dans une installation, où l’eau s’écoule et où elle est déchargée.
Nos représentants noteront les zones de vos systèmes où l’énergie et/ou l’eau sont gaspillées et travailleront avec nos experts en la matière pour élaborer un rapport décrivant les recommandations pour les améliorations du système.
Technologie
Modélisation informatique
Les programmes informatiques comme le logiciel intelligent de gestion de l’eau CTVista®+ de ChemTreat fournissent des informations supplémentaires pour augmenter les audits en personne. Nous utilisons des programmes de modélisation de l’eau internes et tiers pour formuler des recommandations visant à optimiser l’utilisation de l’eau.
Ces programmes peuvent donner des conseils sur les paramètres clés du système, tels que le pH et la saturation des minéraux tels que le calcium, le magnésium et la silice. L’indice de saturation Langelier peut être utilisé pour déterminer la plage optimale de fonctionnement sans gaspiller d’eau. Une bonne fenêtre de fonctionnement comprend d’éviter :
- Évaporer trop d’eau et surconcentrer les minéraux jusqu’à ce qu’ils deviennent ingérables et précipitent sur les surfaces de l’échangeur de chaleur
- Sous-cyclage et gaspillage d’eau de bonne qualité
Automatisation
L’automatisation est recommandée pour optimiser les systèmes de refroidissement et aider à prévenir le gaspillage et l’encrassement. Même les petits niveaux d’encrassement sont cumulatifs et peuvent éventuellement nuire à l’efficacité, il est donc recommandé de corriger les problèmes dès que possible.
L’automatisation offre un contrôle et une surveillance en ligne supérieurs des chimies de traitement de l’eau. Les données recueillies par la technologie d’automatisation améliorent également la surveillance des ICP pour s’assurer que les résultats sont atteints et soutenus.
Les méthodes traditionnelles de surveillance et de contrôle des systèmes d’eau impliquent des échantillons à prélever et des tests sur banc pour analyser les traceurs inertes présents dans le traitement chimique. Ces produits chimiques tracés peuvent présenter des coûts de traitement accrus.
Les nouvelles méthodes utilisent des électrodes sélectives aux ions pour lire directement les niveaux d’inhibiteur, éliminant ainsi le besoin d’échantillonnage et de conditionnement de l’eau. Ces capteurs nécessitant peu d’entretien peuvent transmettre des informations au logiciel d’enregistrement des données. Des paramètres spécifiques tels que le débit d’eau, la température, le pH, etc. peuvent être suivis pour alerter les opérateurs lorsque la qualité de l’eau est en dehors des limites spécifiées.
Des logiciels tels que CTVista+ peuvent également compiler des données recueillies pour générer des rapports qui peuvent être envoyés aux opérateurs sur une base régulière afin d’accroître la visibilité des tendances du système et d’offrir un aperçu des endroits où des ajustements peuvent être nécessaires.
Analyse des données et technologie prédictive
Un logiciel de modélisation tel que le programme de surveillance de la performance des condenseurs de ChemTreat peut recueillir des données d’usine et les analyser pour aider à identifier les problèmes spécifiques du système et fournir des conseils de dépannage. Ces outils peuvent également aider à déterminer quand un nettoyage du système est nécessaire pour maintenir l’efficacité.
Progrès dans le développement chimique du traitement de l’eau
Dans un programme holistique de traitement de l’eau, tous les systèmes connectés dans une installation ou un campus sont évalués pour s’assurer que le rendement en aval n’est pas affecté négativement par le traitement en amont. Les produits chimiques tels que les phosphates, par exemple, ne doivent pas être ajoutés si les systèmes en aval ont des problèmes de bactéries.
De plus, certains inhibiteurs sont limités par l’EPA, ce qui rend difficile l’application d’une quantité suffisante de produit pour obtenir les résultats/la protection souhaités.
Il n’est pas rare qu’un programme de système de refroidissement contienne du phosphate, du potassium ou de l’azote, qui agissent comme macronutriments et rendent difficile l’atténuation des algues et des fleurs bactériennes. C’est une grande raison pour laquelle l’EPA limite ces articles dans les décharges.
L’application d’inhibiteurs optimisés pour les coûts peut augmenter les gains de durabilité. Par exemple, l’inhibiteur FlexPro® unique de ChemTreat offre une option de traitement sans encrassement.
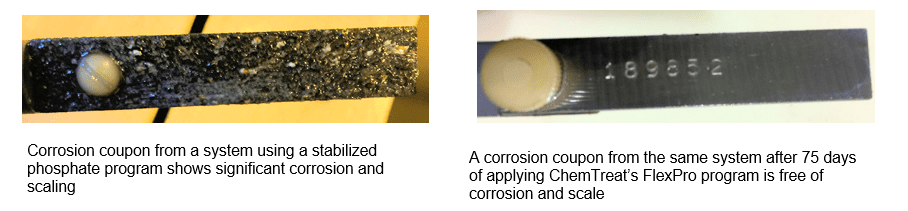
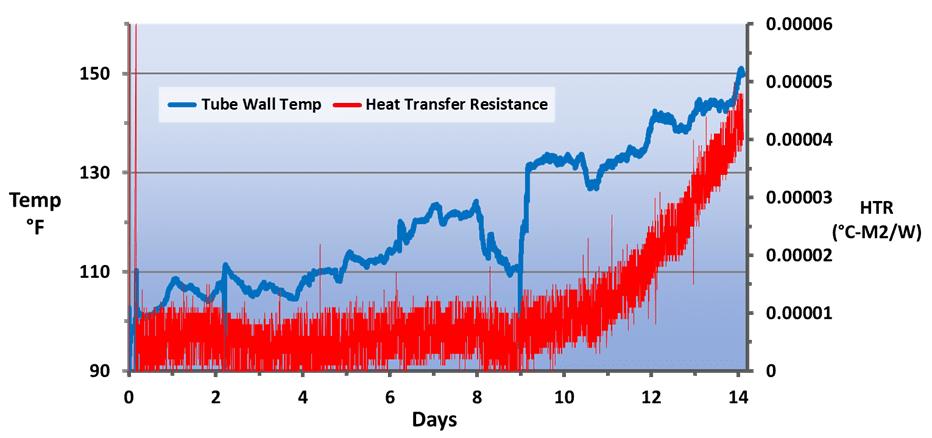
Le phosphate réagit avec le calcium pour former du tartre de phosphate de calcium sur les surfaces de l’échangeur de chaleur. Les tableaux suivants illustrent la relation entre la température de l’eau ou de la paroi du tube et la résistance au transfert de chaleur. Cet exemple se trouve sur un site de la côte du Golfe en utilisant un traitement au phosphate pendant un été très chaud. La haute température a augmenté la saturation et a causé l’encrassement du phosphate, ce qui a altéré la performance. Les opérateurs ont effectué des nettoyages à l’acide périodiques tout au long de l’été pour restaurer le transfert de chaleur et éliminer le tartre de phosphate de calcium.
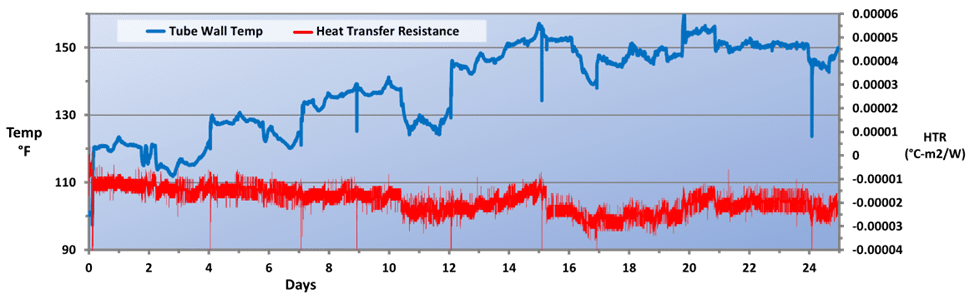
ChemTreat a éliminé le phosphate du programme pour obtenir une excellente protection contre la corrosion sans encrasser les échangeurs de chaleur. Le transfert de chaleur a été maintenu même lors des chaudes journées d’été, ce qui permet à l’installation de rester en ligne plus longtemps tout en réduisant la fréquence des nettoyages acides. Cela a amélioré les perspectives environnementales du site, car les nettoyages à l’acide peuvent expulser des contaminants aux usines d’eaux usées et à l’environnement tout en augmentant les émissions de gaz à effet de serre en augmentant la quantité de solides et de phosphates dans l’eau de décharge.
Les résultats fournis sont des exemples seulement. Ils ne sont pas garantis. Les résultats réels peuvent varier.
Sommaire
Pour améliorer la durabilité de vos systèmes d’eau et de vos programmes de traitement, il est important de garder à l’esprit les étapes suivantes :
Étape 1 : Réduire la consommation d’eau et d’énergie
- S’assurer que l’équipement fonctionne à son efficacité maximale
- Utiliser les données historiques des températures de l’eau et de la consommation d’énergie à partir du moment où l’équipement était nouveau pour comparer les performances
- Fonctionne à une efficacité maximale et à des cycles de concentration tout en minimisant la consommation d’eau
Étape 2 : Réutilisation de l’eau
Travaillez avec votre fournisseur de traitement de l’eau pour trouver des moyens de réutiliser l’eau dans votre établissement. Les sources d’eau telles que les condensats de la centrale de traitement d’air et l’eau de pluie ont tendance à contenir peu de contaminants et ne nécessiteront pas beaucoup de prétraitement pour la réutilisation.
Étape 3 : Recycler l’eau avec des offres technologiques avancées
Même l’eau de mer ou l’eau avec des niveaux élevés de solides dissous peuvent être recyclées dans les processus de l’usine si l’équipement approprié est en place. Investir dans les systèmes de filtration et/ou d’OI peut aider votre installation à recycler plus d’eau.

Comme pour toutes les autres technologies, une diligence raisonnable est nécessaire pour déterminer la faisabilité de l’utilisation de ces méthodes. Il est toujours important de consulter les manuels et guides de votre équipement et de demander conseil à votre représentant local du traitement de l’eau pour répondre à vos besoins spécifiques.

