Introduction aux chaudières industrielles et aux systèmes de production de vapeur
La vapeur est un milieu de transfert d’énergie fondamental et largement utilisé. Les systèmes de vapeur génèrent de l’électricité, fournissent de l’énergie aux échangeurs de chaleur industriels, produisent de l’énergie mécanique pour la propulsion des navires de mer et des navires de marchands et servent de source d’énergie pour le chauffage commercial et résidentiel; la liste continue.
Les chaudières à vapeur sont de tailles variées, allant de celles pour les petites entreprises à certaines qui sont de plusieurs étages en hauteur pour produire de l’électricité. Les pressions de fonctionnement peuvent varier d’un peu plus que la pression atmosphérique à 2 800 psi dans les chaudières à tambour de grande taille et à 4 500 psi ou peut-être même plus dans les unités ultra-supercritiques de pointe.
Table des matières
Introduction aux chaudières industrielles et aux systèmes de production de vapeur
Conception du système de chaudière et de vapeur
Chaudières spécialisées
Chimie de production de vapeur
L’évolution du traitement de l’eau de la chaudière électrique
Méthodes de traitement internes pour les générateurs de vapeur industriels
Mise en marche de la chaudière
Remise en service de la chaudière
Nettoyage chimique des générateurs de vapeur
Systèmes de vapeur et chimie
Chimie vapeur
Problèmes supplémentaires liés au surchauffeur/réchauffeur
Annexe 4-1
Annexe 4-2
Références
Conception du système de chaudière et de vapeur
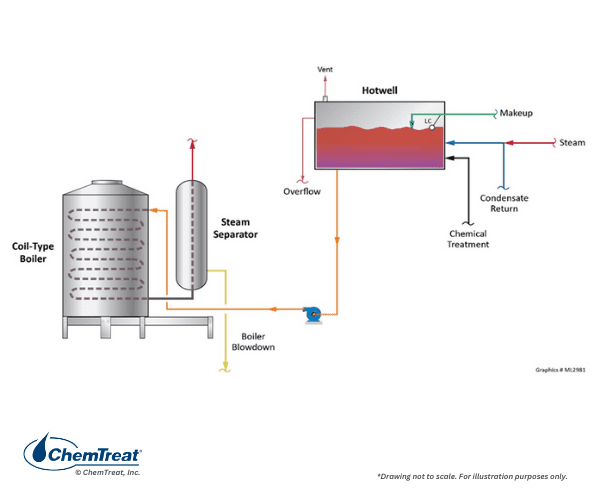
Bien que tous les générateurs de vapeur aient des similitudes, un point de différenciation majeur est de savoir si la vapeur est utilisée uniquement pour le chauffage des procédés et de l’équipement ou si elle entraîne des turbines pour la production d’énergie électrique ou mécanique. Comme nous le soulignerons, cette différence a des répercussions importantes sur plusieurs facteurs, y compris les lignes directrices sur la pureté de l’eau d’appoint, la sélection des programmes de traitement chimique avant la chaudière et la chaudière, et les exigences en matière de pureté de la vapeur. La figure 4.1 est un organigramme de base d’un système industriel de génération de vapeur commun.
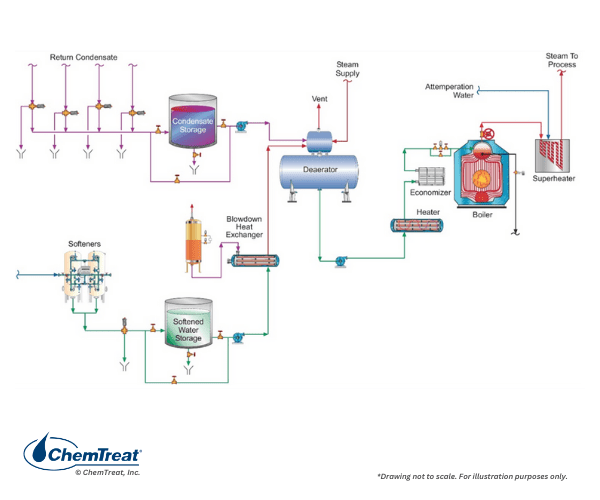
Les principaux composants de ce système sont :
- Traitement de l’eau d’appoint pour éliminer les impuretés nocives. Les techniques vont de l’adoucissement simple, comme illustré ici, à l’eau déminéralisée de haute pureté. L’étendue du traitement de maquillage dépend en grande partie de la pression du système, mais comprend d’autres facteurs, comme cela sera décrit dans ce chapitre et a déjà été mentionné dans le chapitre 3.
- Rendement du condensat provenant de divers processus d’usine.
- Un dégazeur mécanique pour éliminer les gaz incondensables, notamment l’oxygène dissous, de l’eau d’appoint et du condensat retourné. Un dégazeur sert également de chauffe-eau d’alimentation et comprend un réservoir de stockage pour la capacité d’eau d’alimentation de réserve.
- Pompe(s) d’eau d’alimentation pour augmenter la pression au-dessus de la pression de la chaudière.
- Un générateur de vapeur, comprenant souvent un surchauffeur
- Les utilisateurs de vapeur qui peuvent inclure des turbines, des cuves à réaction, des chaudières à nouveau ou de nombreuses autres variétés d’échangeurs de chaleur.
Notions de base sur la vapeur
Considérez un exemple quotidien d’un contenant d’eau ouvert au niveau de la mer. Ici, à la pression atmosphérique standard (14,7 psia), l’eau bouillit à une température de 212 °F. L’énergie nécessaire pour augmenter la température à 212 °F est appelée « chaleur sensible ». Un chauffage supplémentaire n’augmente pas la température, mais convertit plutôt l’eau liquide en vapeur. C’est ce qu’on appelle la chaleur latente de la vaporisation, qui est de près de 1 150 Btu/lbm pour l’eau au niveau de la mer. 212 °F est la température de saturation dans ces conditions.
Si ce contenant était équipé d’un couvercle scellable (un exemple commun pour la maison est un autocuiseur), la température du point d’ébullition augmenterait. Par exemple, doubler la pression à l’intérieur du réservoir augmente la température du point d’ébullition à 249 °F. Ce principe est la base fondamentale derrière les chaudières industrielles et électriques produisant de la vapeur à des pressions et des températures supérieures à celles atmosphériques.
Les propriétés thermodynamiques de la vapeur ont été très soigneusement compilées dans des tableaux de vapeur que l’on peut trouver dans de nombreuses références, y compris les numéros 1, 2 et 5 de ce chapitre. La figure 4.3 ci-dessous présente un exemple représentatif de données dans les tableaux de vapeur.
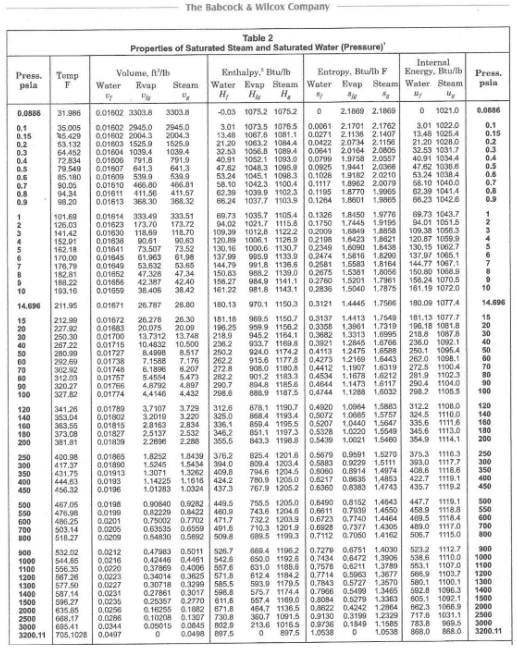
Les deux premières colonnes sont des valeurs de référence pour la température et la pression. Voici les données correspondantes pour les liquides et les vapeurs de volume spécifique ( . . . . . . . . . . . . . . . . . . . . . . . . ( . . . . . . . . . . . . . . . . . ( . . . . . . . . . . Cette dernière est cette énergie composée de rotations et de vibrations atomiques et moléculaires. Il représente l’énergie centrale du liquide. L’enthalpie a une énergie interne comme base, mais est une valeur dérivée qui représente l’énergie totale disponible. L’enthalpie est beaucoup plus pratique pour les calculs de transfert d’énergie que l’énergie interne seule.
L’entropie est souvent un concept difficile à comprendre, mais une explication courante est que chaque système avance dans la direction d’une augmentation du trouble. Si un flacon de parfum est ouvert, l’arôme imprègnera une pièce. Une tasse de café chaud irradie la chaleur dans la cuisine, et non l’inverse. L’énergie est nécessaire pour rétablir l’état d’un processus à un état précédent, et pour tout processus, l’entropie totale augmente toujours. Un exemple classique est un réfrigérateur. L’entropie du contenu du réfrigérateur diminue au fur et à mesure qu’il est refroidi, mais l’augmentation de la variation globale de l’entropie due au transfert de chaleur du compresseur à son environnement est plus importante (ΔS>0). Dans les applications de vapeur, les valeurs d’entropie des tableaux peuvent être utilisées pour calculer la quantité d’énergie non disponible pour effectuer le travail. Les facteurs courants qui augmentent l’entropie comprennent la friction, la chaleur qui s’échappe de la limite d’un système, et autres.
Un élément à noter de la Figure 4.3 est l’augmentation de la température de saturation avec une pression croissante. Par exemple, le point d’ébullition de l’eau à 2 500 psi est de 668,17 °F. La température et la pression ont un impact important sur le choix de la chimie de traitement de l’eau de chaudière, comme nous le verrons dans les sections suivantes. Un autre aspect est que l’eau et la vapeur deviennent une phase unique à une pression/température supercritique (3 200 psi/705 °F) et plus. Il ne peut y avoir aucune séparation vapeur/liquide dans une chaudière de type tambour, de sorte que la conception ne fonctionne pas pour les conditions supercritiques. Les chaudières à passage unique sont le seul choix.
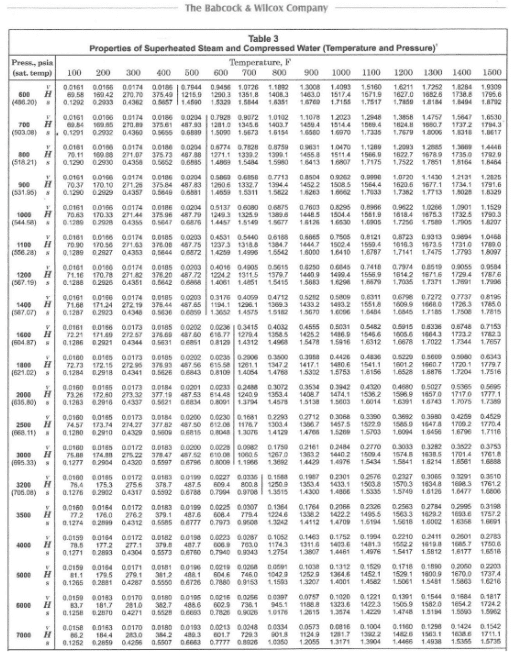
Pour de nombreuses applications de vapeur, en particulier les unités d’alimentation qui alimentent les turbines, la vapeur saturée sans surchauffe est inacceptable, car la condensation se produirait une fois que la vapeur commencera à fonctionner. Les gouttelettes d'eau peuvent endommager gravement les lames de turbine. Ainsi, de nombreuses chaudières sont équipées de surchauffeurs pour augmenter les températures de vapeur bien au-dessus de la saturation. Les tableaux de vapeur comprennent également des données pour la vapeur surchauffée, dont un exemple est illustré à la Figure 4.4.
Essentiellement, seule l’énergie de surchauffe est utilisée dans les turbines électriques, la chaleur latente étant éliminée dans l’environnement à l’échappement de la turbine. L’amélioration de l’efficacité thermodynamique a conduit à la croissance des usines de cogénération et de cycle combiné, qui utilisent une grande partie de la chaleur latente.
Aspects de la conception du générateur de vapeur
Les chaudières, bien sûr, nécessitent de la chaleur et de l’eau pour produire de la vapeur. La source de chaleur est généralement la combustion de carburant à l'intérieur de la fournaise, mais dans certaines applications, la combustion a lieu à l'écart du générateur de vapeur, et la chaleur d'échappement génère ensuite de la vapeur dans une chaudière distincte. Un exemple commun est un générateur d’énergie à cycle combiné, où une partie de la puissance totale est produite par une turbine à gaz semblable à un moteur à réaction. Le gaz d’échappement de la turbine fournit de l’énergie pour les générateurs de vapeur de récupération de chaleur (HRSG). La source de chaleur peut également être des gaz chauds provenant d’un processus chimique appelé chaudières à chaleur résiduelle et discutés plus tard.
Trois types de transfert de chaleur se produisent dans les chaudières conventionnelles. Dans la fournaise elle-même, un important mécanisme de transfert de chaleur est l'énergie rayonnante. Le chauffage convectif est la deuxième forme de transfert d’énergie, où les gaz chauds, par le biais du mouvement physique généré par les ventilateurs de la chaudière, entrent en contact avec les tubes de la chaudière et les échangeurs de chaleur supplémentaires comme les surchauffeurs, les économiseurs, etc. Le chauffage convectif est le principal mécanisme de transfert d’énergie pour les GRH à cycle combiné, bien que de nombreux GRH soient équipés de brûleurs de conduit pour fournir une chaleur supplémentaire pendant les périodes de pointe de la demande. La troisième forme de transfert de chaleur est la conduction, c’est-à-dire le transfert d’énergie cinétique d’une molécule à l’autre dans les tubes de la chaudière, du côté de la fournaise au côté de l’eau/la vapeur.
Les chaudières sont généralement classées selon les critères suivants :
- Fonction, p. ex., vapeur de procédé seulement ou fonctionnement/cogénération de turbine d’alimentation
- Type de carburant
- Arrangement de cloison d’eau ou de tube d’incendie
- Type de tambour ou à passage unique
- Pour les chaudières à fût, circulation naturelle ou forcée
- Pression
- Taille/taux de vapeur
- Chauffage direct ou alimenté par chaleur résiduelle
Fonction : La façon dont les chaudières sont utilisées et le service qu’elles effectuent. Fournissent-ils de la vapeur uniquement pour le chauffage du procédé ou pour les turbines? De plus, les chaudières sont-elles stationnaires ou mobiles, comme les applications marines?
Type de carburant : De nombreuses chaudières industrielles sont alimentées au gaz naturel. Il brûle plus proprement que les autres combustibles fossiles et est devenu peu coûteux, sous réserve des facteurs géopolitiques. Au milieu du XXe siècle, la construction de chaudières au charbon était courante, car le charbon était un carburant peu coûteux et abondant. Les préoccupations concernant les émissions d’air et d’eau provenant des centrales au charbon, associées à des problèmes économiques, ont entraîné une forte baisse de l’exploitation des centrales au charbon. L’énergie renouvelable a comblé une partie de l’écart dans la production d’énergie, avec une grande partie du reste absorbée par la production d’énergie à cycle combiné qui utilise du gaz naturel. Peu d’unités sont cuites à l’huile et ne seront plus prises en compte dans ce chapitre.
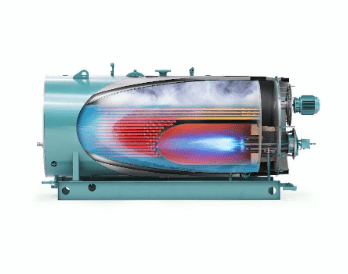
Incendie ou tuyau d’eau : Dans les chaudières à tubes de combustion, le gaz de combustion circule à travers les tubes, qui sont entourés d’eau contenue dans une coquille. Le contraire est vrai pour les chaudières à tubes d’eau, comme l’indiquent les schémas suivants.
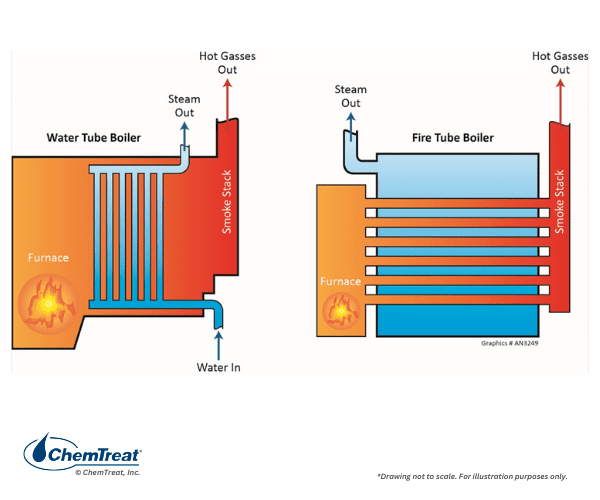
Les tubes de grand diamètre et la courte longueur des chaudières à tubes de combustion assurent une faible chute de pression du côté du gaz. Ils sont la plus ancienne classe de chaudières commerciales et étaient la conception de base pour les locomotives à vapeur des XIXe et XXe siècles.
La pression des chaudières à tubes de combustion est généralement limitée à 200 psi et à un maximum de 20 000 livres de production de vapeur par heure. Les chaudières à tubes d’eau peuvent fonctionner à des pressions et à un débit de vapeur beaucoup plus élevés, avec des températures de vapeur allant jusqu’à 1 050 °F ou peut-être même plus élevées dans certaines conceptions d’alimentation avancées.
Les chaudières Firetube ont un grand volume d’eau de chaudière par rapport à la production de vapeur et peuvent donc stocker de l’énergie, ce qui offre des taux de vapeur stables et un fonctionnement en douceur. Les fournaises peuvent être internes ou externes. De nombreuses unités de tubes d’incendie sont toujours en fonctionnement. L’un des plus populaires est la conception du tube de retour horizontal (HRT), où l’espace de combustion est une grande configuration de tube de feu au bas du tambour à travers lequel les gaz de combustion passent, puis tournent à l’arrière de la fournaise et retournent à travers des tubes droits à l’avant de la chaudière.
Les chaudières Firetube sont généralement assemblées en usine, y compris les brûleurs, les commandes, les ventilateurs et les pompes d’eau d’alimentation, le tout contenu sur une base en tant qu’unité d’emballage.
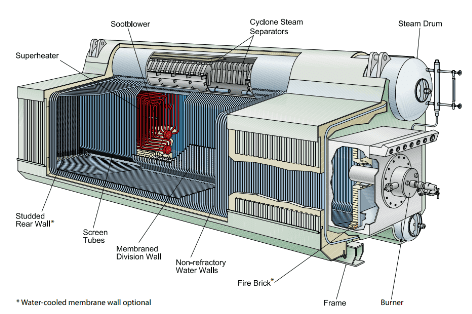
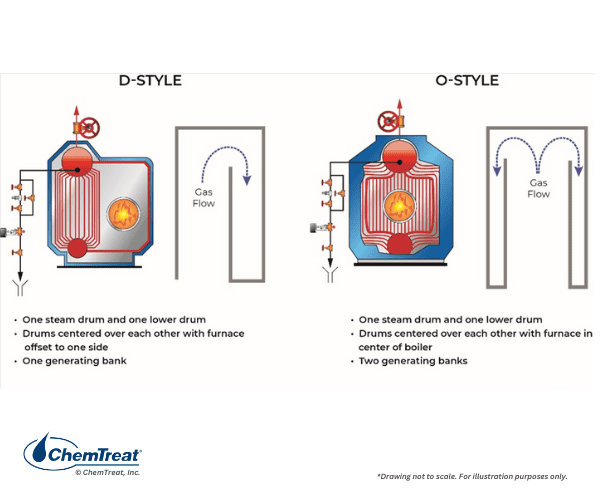
Les chaudières à haute pression sont presque toujours conçues pour les tubes d’eau. Le liquide s’écoule à travers les tubes de « cloison d’eau », la chaleur rayonnante et les gaz chauds étant confinés à l’extérieur du tube. Les tubes peuvent résister à des pressions beaucoup plus élevées que la coquille externe des chaudières à tubes d’incendie. De loin, la conception la plus courante est la chaudière de type tambour avec une configuration de base illustrée dans les deux schémas suivants.
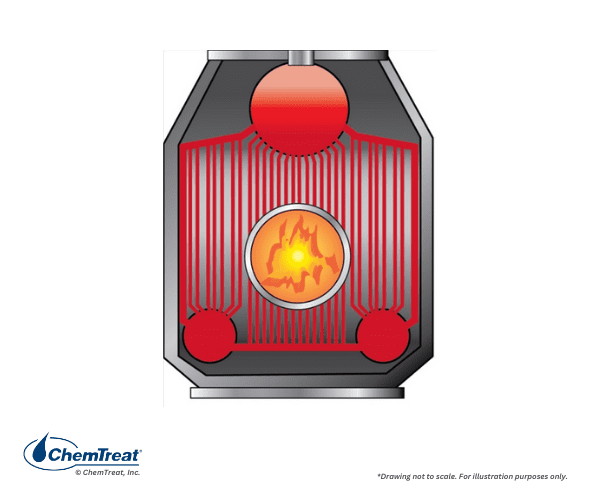
Les tubes Waterwall sont généralement fabriqués en panneaux à membrane qui composent les parois du générateur de vapeur. Une coupe de ce design est illustrée ci-dessous.
Les chaudières à tubes d’eau ont un faible volume d’eau de chaudière par rapport au taux de vapeur par rapport aux types de tubes d’incendie. Par conséquent, ces chaudières sont plus sensibles aux changements de la demande et du niveau d’eau, ce qui nécessite des systèmes de contrôle de niveau sophistiqués et une eau d’alimentation de haute pureté.
Chaudières à chaleur résiduelle : Dans les unités de chauffage des déchets, l’énergie provient des gaz d’échappement d’une source de combustion externe. La plupart des centrales électriques modernes sont des unités à cycle combiné, avec une majorité de l’énergie produite dans une turbine à gaz (le cycle thermodynamique de Brayton) et le reste via la production de vapeur dans les HRSG chauffés par l’échappement de la turbine à combustion. Ce dernier est le cycle thermodynamique classique de Rankine. La plupart des GRH sont de conception multi-pression avec plusieurs chaudières (le terme commun est évaporateurs). Des détails supplémentaires sur le SGRH sont fournis plus loin dans ce chapitre.
Pression : Les chaudières industrielles et électriques fonctionnent sur tout le spectre, de la pression atmosphérique juste au-dessus des conditions supercritiques, en fonction des exigences de vapeur. La pression et la température de la vapeur sont des facteurs importants dans la sélection du type de chaudière. Comme les sections suivantes le décrivent, ces facteurs influencent également grandement les exigences de traitement de l’eau d’appoint et la chimie du traitement du procédé. Une question souvent posée est la suivante : « Quelle est la délimitation entre les générateurs de vapeur basse pression et haute pression? » La réponse n’est pas claire, et la littérature offre des pensées différentes. 900 psi est essentiellement la pression minimale pour la production d’énergie. Dans les usines telles que les aciéries intégrées, la vapeur à une pression de 700 psi peut être suffisante pour entraîner les turbines qui produisent l'air pour les générateurs d'air chaud. Certains considèrent que toute unité qui ne produit pas de vapeur pour le fonctionnement de la turbine est à basse pression, avec une plage générale de 600 psi à un niveau légèrement supérieur à l’atmosphère, bien que cette dernière puisse simplement être une chaudière pour les systèmes de chauffage des bâtiments.
Taille/capacité : Les petites chaudières à tubes de combustion sont souvent évaluées en chevaux-vapeur. Aux États-Unis, la production de vapeur dans les chaudières plus grandes est exprimée en milliers de livres par heure. La conception au charbon illustrée à l’annexe 4-1 produit, à charge maximale normale, plus de 4M de livres par heure, mais les chaudières électriques sont généralement classées en production électrique, ce qui dans cet exemple est de 593 230 kilowatts (kW) bruts.
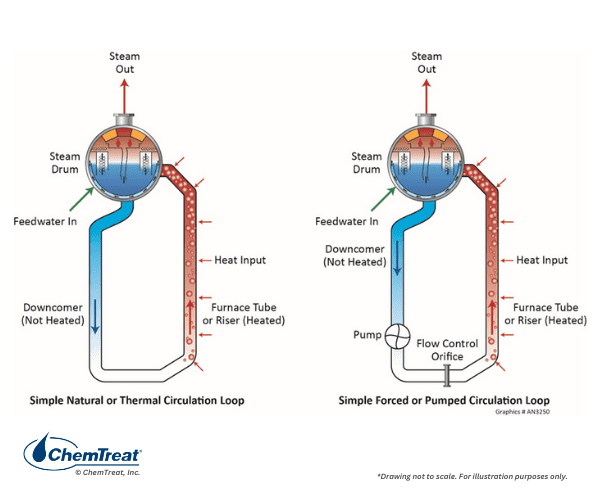
Circulation d’eau naturelle ou forcée : La circulation de l’eau de la chaudière dans les unités de baril peut être naturelle ou forcée, comme l’illustre la Figure 4.7. La circulation naturelle est souvent le modèle de conception dans les chaudières plus petites, avec un diamètre typique de tube de cloison d’eau de 2 à 3 pouces La différence de densité entre le liquide dans les tuyaux de descente non chauffés et les tubes montant chauffés induit le débit. Pour les grandes chaudières à tambour, et en particulier pour de nombreuses unités au charbon du passé, la circulation forcée était standard. Il est essentiel dans les générateurs de vapeur de maintenir l’ébullition des nucléats, où seules de petites bulles de vapeur se forment sur les surfaces des tubes et sont ensuite éliminées par l’eau circulante. Des problèmes surviennent si de grosses bulles de vapeur se forment et se forment en une pellicule sur les tubes de chaudière.
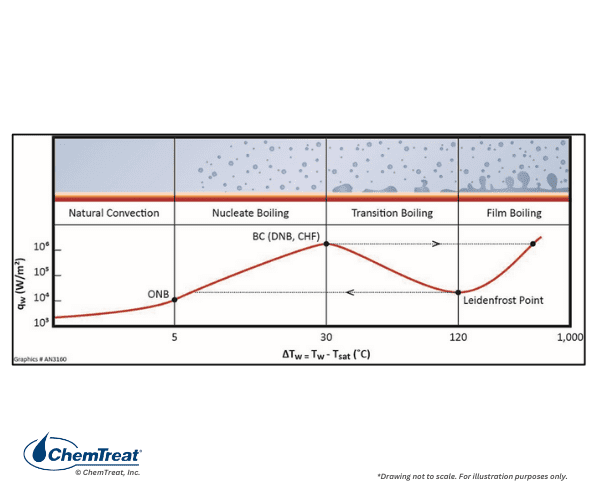
Le départ de l’ébullition des noyaux (DNB) peut réduire le refroidissement de sorte que la surchauffe du tube puisse se produire. Une circulation forcée est nécessaire dans les grandes chaudières à haute température pour minimiser l’ébullition sans noyau. De plus, la circulation forcée permet des diamètres de tube plus petits et des pressions correspondantes plus élevées.
Conceptions courantes de chaudières industrielles
Les sections suivantes illustrent plusieurs des conceptions de chaudière les plus populaires. Certaines classes courantes de chaudières industrielles pour tubes d’eau sont de type D et de type O, avec un seul tambour de vapeur et de boue, et de type A avec une seule vapeur et deux tambours de boue. Les illustrations suivantes sont des exemples de ces chaudières à tubes d’eau.
La figure ci-dessous montre une vue latérale d’une chaudière industrielle commune, illustrant comment les brûleurs sont souvent disposés dans ces unités.
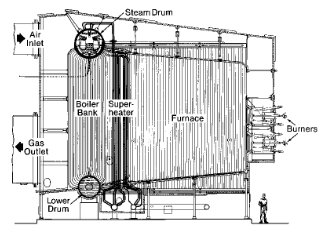
Le gaz naturel est le carburant le plus courant pour les chaudières industrielles modernes. Certaines chaudières à mazout plus anciennes peuvent encore être en fonctionnement. Dans les usines chimiques ou les raffineries, elles peuvent également brûler des déchets de carburant, souvent en combinaison avec du gaz naturel.

LE RETOUR DU CONDENSAT DANS LES CHAUDIÈRES À VAPEUR ENTRAÎNE DES ÉCONOMIES ET UNE RÉDUCTION DES ÉMISSIONS DE CO2 POUR L’USINE DE DÉCAPAGE DE L’ACIER
Chaudières spécialisées
De nombreux types de chaudières spécialisées servent l’industrie de la lumière. Bien que certaines de ces chaudières, p. ex., les unités Clayton et les unités syvira, produisent de la vapeur, certaines ne sont que des générateurs d’eau chaude. Les principaux critères de sélection pour les nouvelles chaudières de tout type comprennent :
- Quantité, pression, température, qualité et pureté de la vapeur requise
- Souplesse de fonctionnement, en particulier la variabilité de la charge
- Autres critères comme la disponibilité, l’emplacement, le permis et autres
Les chaudières électriques ont été introduites en 1905, mais peu d’entre elles sont actuellement en service. Leur principal avantage est que la vapeur peut être générée sans le carburant, les cendres, le gaz de combustion et d’autres problèmes des unités conventionnelles. La plupart sont petits en termes de pression de vapeur et de production, mais peuvent aller jusqu’à 450 psi avec 175 000 livres par heure de production.
Lorsqu’il s’agit d’unités spécialisées à combustion directe, les chaudières Clayton offrent un coût en capital inférieur, une faible empreinte, une réponse rapide et une efficacité énergétique par rapport aux chaudières à tube d’incendie ou à tube d’eau conventionnelles dans certaines situations. Le générateur de vapeur à serpentin, comme illustré ci-dessous, est typique.
Les chaudières Clayton sont dotées d’un échangeur thermique à bobine hélicoïdale pour réchauffer l’eau à passage unique et à débit forcé. L’eau déplace le contre-courant au débit des gaz de combustion, ce qui offre une efficacité élevée entre le carburant et la vapeur. Le taux d’allumage de la chaudière régule le débit d’eau d’alimentation; plus le taux d’allumage est élevé, plus le débit d’eau est élevé. Un séparateur de vapeur mécanique élimine l’humidité résiduelle lorsque l’eau sort du serpentin.
Une unité de 1 000 HP (34 500 ppm de vapeur) est considérée comme importante. Les pressions de vapeur sont limitées à environ 600 psi, bien que la plupart des unités fonctionnent bien en dessous de cette pression. Étant donné l’absence d’un baril à vapeur conventionnel et la séparation minimale de la vapeur, un générateur de vapeur de ce type peut nécessiter un équipement de séparation de vapeur/eau supplémentaire pour une production de vapeur de haute qualité (> 99,5 %).
Il est essentiel d’adoucir constamment l’eau d’appoint. Il est fortement recommandé de régénérer automatiquement les adoucisseurs doubles. Les perturbations de dureté dues à un fonctionnement défectueux de l’adoucisseur d’appoint peuvent entraîner des défaillances du tube en raison de la formation de tartre sur le serpentin de chauffage. Pour le traitement interne de l’eau de chaudière, les programmes de précipitation, p. ex., à base de phosphate, ne sont pas recommandés en raison du petit tube, de la conception à passage unique, avec ses restrictions de débit d’eau et son flux de chaleur élevé. Les concentrations d’oxygène dissous (D.O.) peuvent être élevées dans ces unités, ce qui élimine généralement les programmes de traitement des agents chélateurs.
Certains systèmes peuvent avoir un récepteur de condensat semi-fermé (SCCR), qui présente des problèmes potentiels de corrosion par l’oxygène qui peuvent nécessiter une augmentation du dosage de l’épurateur pendant les pannes.
L’usine de chauffe-eau de shampoing offre deux classes de chaudières : Chaudières à vapeur à gaz LX et chaudières à vapeur à double carburant EX. La série LX est composée de chaudières à haute efficacité qui fonctionnent au gaz naturel, au propane ou les deux.

Selon le modèle, plusieurs pressions sont disponibles, y compris 300 psi de pression de fonctionnement maximale admissible (MAWP), 170 psi de MAWP et 15 psi de MAWP. En plus de la haute efficacité, d’autres avantages par rapport aux chaudières à tube de feu comprennent :
- Démarrage rapide : les unités peuvent passer du démarrage à froid à la vapeur complète en moins de cinq minutes
- Empreinte réduite : les chaudières ont une empreinte beaucoup plus faible que les chaudières à tube de feu conventionnelles
- Faibles émissions de gaz de combustion NOx : certains modèles ont une capacité nominale aussi faible que 9 ppm
La série de produits de la série de produits de la série de produits de la série de produits de la série de produits de la série de produits de la série de la série de produits de la série de produits de la gamme de produits de la gamme de produits de la Bien que ces chaudières puissent fonctionner au gaz naturel et au propane, comme le type LX, elles peuvent également être alimentées par du mazout no 2. Divers modèles de la série EX offrent une gamme de pressions de fonctionnement, y compris 300 psi MAWP, 250 psi MAWP et 170 psi MAWP. Comme pour les chaudières Clayton, un traitement d’appoint approprié et des programmes d’eau de chaudière internes bien administrés et des pratiques d’entretien sont nécessaires.
Une nouvelle classe de chaudières, comme celles de Patterson-Kelley, ont des échangeurs de chaleur en aluminium. Ces unités ne produisent généralement pas de vapeur, mais seulement de l’eau chaude. Les échangeurs de chaleur en aluminium et en alliage d’aluminium présentent certains avantages par rapport à l’acier doux, notamment :
- Conductivité thermique élevée
- Résistance à la corrosion
- Plus léger
- Empreintes plus petites
Généralement, les fabricants de ces dispositifs d’échange thermique recommandent une plage de pH pouvant aller de 6,0 à 8,5, ce qui est inférieur à la plage typique recommandée pour les chaudières conventionnelles et les systèmes d’eau chaude. Cela peut présenter des problèmes si les échangeurs de chaleur en aluminium sont installés dans des systèmes équipés d’équipements en acier et en alliage de cuivre. Le fonctionnement à un pH plus faible pour protéger l’aluminium augmente le potentiel de corrosion des autres matériaux. De plus, la présence de plusieurs métaux différents dans un système peut configurer des sites pour la corrosion galvanique.
Les silicates, les nitrites/nitrates, les azoles et le molybdène ont tous été utilisés pour le traitement des chaudières à eau chaude, souvent dans un mélange de plusieurs composés. Le phosphate n’est pas recommandé dans les systèmes contenant des composants en aluminium. Comme pour les autres chaudières, un traitement d’appoint approprié est nécessaire. Le propriétaire/les opérateurs doivent consulter leur représentant du traitement de l’eau pour élaborer un programme approprié.
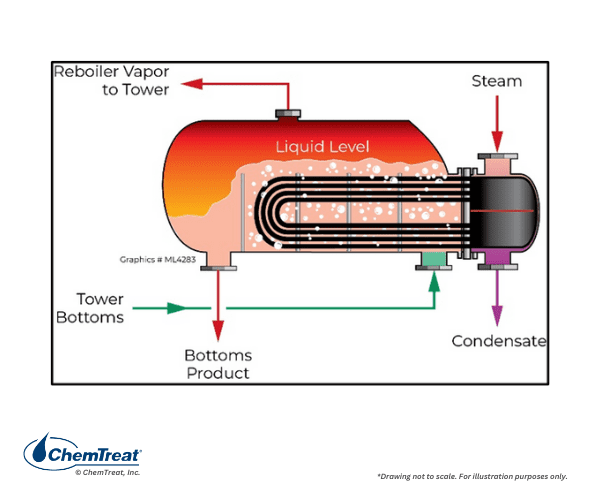
Les chaudières sont des échangeurs de chaleur qui utilisent de la vapeur (ou des fluides de procédé chauds) pour transférer l’énergie à d’autres liquides ou gaz de procédé. Un bon exemple est un rebouilleur au bas d’une tour de distillation de raffinerie. Fondamentalement, les colonnes de distillation séparent les fluides en fractions, les fractions plus légères se déplaçant vers le haut et les fractions plus lourdes vers le bas. Les fonds sont chauffés dans une chaudière pour récupérer des fractions plus légères supplémentaires pour un traitement ultérieur. La vapeur est une source de chaleur courante pour le rebouilleur.
La figure 4.14 montre un rechaudeur de bouilloire. Souvent, ces unités sont conçues pour la circulation naturelle, mais certaines peuvent avoir une circulation forcée. Les chaudières à vapeur font face à des problèmes de corrosion qui peuvent être induits par la configuration, la qualité de la vapeur et les problèmes chimiques, y compris le dioxyde de carbone (CO2) et l’infiltration d’oxygène dissous, et un mauvais contrôle du pH.6
Les bouilloires, les réacteurs et les cuves gainés sont utilisés dans la transformation des aliments et la fabrication de produits chimiques. Certains ont un contact direct avec la vapeur, où la vapeur devient un composant du produit lorsqu’elle se condense et libère de l’énergie. D’autres systèmes sont fermés, la vapeur s’écoulant à travers un échangeur de chaleur à bobine ou gainé et le condensat retournant à la chaudière.
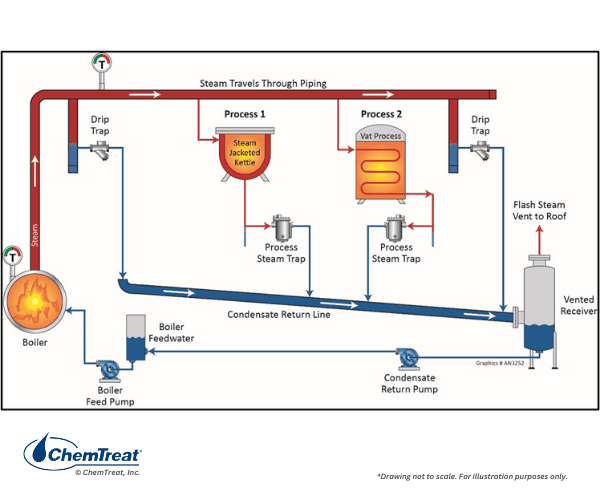
Ce schéma illustre également un composant très important de pratiquement tous les systèmes de vapeur : pièges à vapeur. Une certaine quantité de vapeur se condensera dans le système et devrait être recueillie pour maintenir l’efficacité et la fiabilité du système. L’American National Standards Institute (ANSI) définit un purgeur de vapeur comme une « vanne autonome qui draine automatiquement le condensat d’une enceinte contenant de la vapeur tout en restant serrée pour la perte de vapeur vive ».Si les purgeurs de vapeur ne sont pas entretenus correctement, des pertes financières importantes peuvent résulter d’une perte excessive de vapeur vive causée par des purgeurs défectueux. Inversement, le condensat qui n’est pas drainé correctement peut causer des problèmes de débit de vapeur en aval.
Chaudières de production d’énergie
Une brève discussion sur la conception de l’usine de charbon est justifiée à ce stade, car certaines de ces unités fonctionnent toujours aux États-Unis, et certaines sont encore en cours de construction dans d’autres régions, notamment en Asie. Un examen du circuit d’eau complet d’une centrale au charbon fournit des informations précieuses sur la façon dont les différents échangeurs de chaleur du réseau sont conçus pour maximiser l’efficacité et produire de la vapeur pour l’application prévue. Certains détails importants sur les échangeurs de chaleur au charbon seront ensuite comparés et comparés aux HRSG des centrales électriques à cycle combiné.
Conception d’usine alimentée au charbon
La nécessité d’une compréhension rigoureuse de la conception et de l’exploitation des centrales électriques au charbon continue de diminuer, car dans de nombreux pays, ces unités sont progressivement mises hors service. Les deux principaux facteurs de la baisse du charbon sont les préoccupations liées à la libération de dioxyde de carbone et à son influence sur le changement climatique, et le fait que les sources d’énergie alternatives comme le gaz naturel et les sources renouvelables sont devenues beaucoup plus viables sur le plan économique. De plus, les problèmes environnementaux impliquant les rejets de gaz de combustion, de cendres et d’eaux usées, ainsi que les exigences correspondantes en matière de contrôle des polluants pour les centrales au charbon, peuvent influencer considérablement l’économie de l’exploitation de l’usine. Ces questions sont abordées plus en détail au chapitre 5. Cependant, les centrales électriques au charbon sont toujours dispersées dans le monde entier, et pour les gestionnaires d’usine, les opérateurs et le personnel technique de ces installations, une surveillance et un contrôle appropriés de la chimie de production de vapeur demeurent un problème critique.
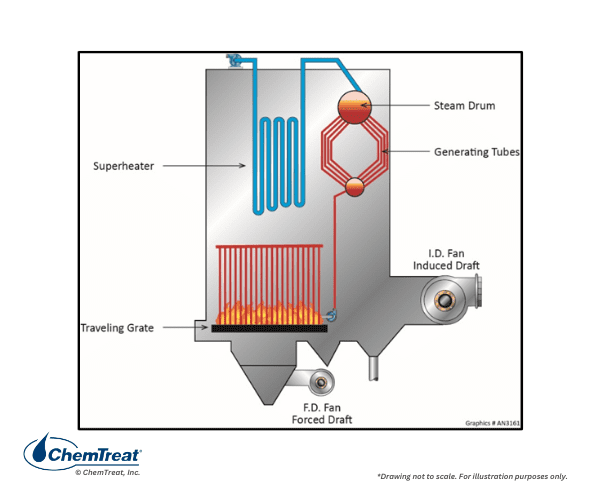
De nombreuses chaudières au charbon étaient de la même variété, où des morceaux de charbon étaient chargés sur une grille, avec de l’air soufflé vers le haut à travers la grille pour la combustion. Des conceptions plus modernes utilisent une grille mobile, dans laquelle du carburant frais est chargé à l'entrée de la fournaise et la grille se déplace continuellement dans la zone de combustion. Les cendres sont déversées à l’extrémité arrière de la grille mobile.
Les chaudières Stoker existent toujours, et elles peuvent offrir la meilleure technologie pour alimenter d’autres carburants comme les déchets municipaux et la biomasse.
La plupart des unités de charbon qui restent aux États-Unis, et celles qui sont encore érigées dans d’autres parties du monde, sont du type charbon pulvérisé, dans lequel le charbon est moulu à une fine poudre et enflammé dans les brûleurs des murs ou coins de la fournaise. La combustion se produit très rapidement dans les unités de charbon pulvérisé. Le chapitre 5 fournit plus d’informations sur les propriétés et la chimie du charbon, ainsi que celles des cendres produites à partir d’unités de charbon.
La période de pointe pour la construction de grandes centrales au charbon a eu lieu au milieu du XXe siècle, les unités de type tambour étant la conception la plus populaire. La taille de la chaudière variait de 25 MW à près de 1 000 MW. La figure 4.17 illustre une conception commune de cette époque.
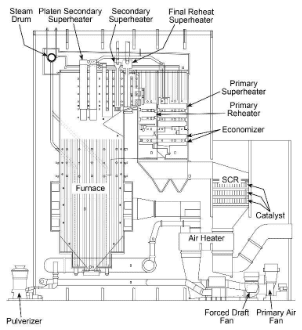
La nature verticale prononcée de la chaudière est immédiatement évidente par rapport aux chaudières industrielles à gaz. La grande fournaise fournit du temps de résidence pour brûler correctement le carburant solide et distribuer la chaleur aux tubes de cloison d’eau. Noter la série d'échangeurs de chaleur qui se trouvent dans le circuit de gaz en aval de la fournaise, y compris les sections de surchauffeur, les surchauffeurs de réchauffage, l'économiseur et le réchauffeur d'air. Les fonctions de ces échangeurs de chaleur seront décrites sous peu.
Les dimensions de la chaudière dépendent non seulement de la production de vapeur désirée, mais aussi du type de charbon brûlé. À l’apogée de la construction de grandes usines, de nombreuses unités ont été conçues pour les charbons bitumineux de l’Illinois, de la Virginie-Occidentale et d’autres emplacements de l’Est. La combinaison d’une teneur élevée en chaleur et de composants volatils suffisants qui s’enflamment rapidement a fait du charbon bitumineux la meilleure option pour de nombreuses chaudières. Mais la teneur plus élevée en soufre de la plupart des charbons bitumineux a induit un changement par certaines centrales électriques vers le charbon à faible teneur en soufre du bassin de la rivière Powder du Wyoming et du Montana. Le charbon PRB a une teneur en chaleur plus faible que le bitumineux, ce qui nécessite un taux d’alimentation en carburant plus élevé et un volume de fournaise plus élevé pour une production de vapeur équivalente. Enfin, certaines centrales électriques ont été placées directement à côté de grands gisements de charbon lignite dans le Dakota du Nord et le Texas. Le Lignite a généralement la teneur en chaleur la plus faible de tous les charbons commerciaux. La grande variabilité entre la chimie du charbon et le comportement de laitier des cendres produites a une grande influence sur la taille de la fournaise. Une illustration de la taille comparative est illustrée ci-dessous.
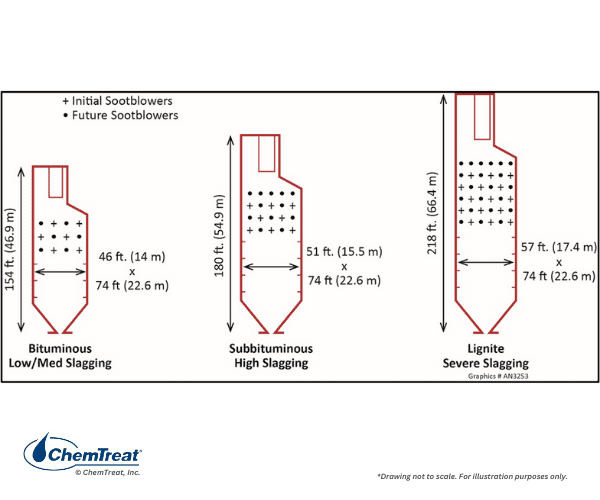
Les chaudières à carburant solide sont équipées de souffleurs de suie (habituellement de la vapeur, mais parfois à commande pneumatique) pour contrôler la formation de scories sur les murs de la fournaise.
Vous trouverez des détails supplémentaires sur les propriétés du charbon au chapitre 5. Entre-temps, nous porterons notre attention sur les problèmes d’eau et de vapeur liés à ces unités. La figure 4.19 ci-dessous illustre le réseau eau/vapeur d’une unité d’alimentation conventionnelle.
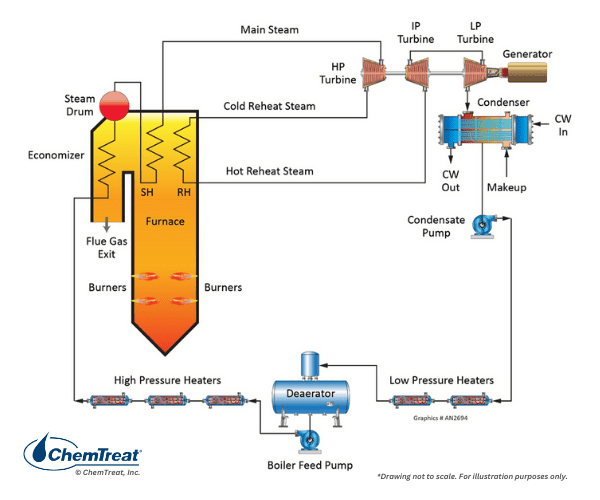
Nous examinerons les différents échangeurs de chaleur dans ce circuit, à l’exception de la chaudière, qui sont tous conçus pour augmenter l’efficacité nette et fournir la vapeur de la pression et de la température requises à la turbine.
Surchauffeurs, réchauffeurs et chauffe-eau d’alimentation
Dans les unités de fût, la vapeur sortant du fût est saturée, ce qui signifie que dès que la vapeur fonctionne, elle commence à se condenser. Certains procédés industriels sont conçus pour le chauffage à vapeur saturée, avec condensation directe de la vapeur sur les faisceaux de tubes ou dans les chemises à vapeur, ou peut-être même l’injection directe de vapeur au procédé. De telles applications récupèrent la chaleur latente de la vapeur et sont donc assez efficaces sur le plan thermodynamique. Mais pour d’autres applications, et en particulier celles dans lesquelles la vapeur entraîne une turbine, la condensation précoce peut être problématique. Une règle générale pour les turbines électriques est une limite d’humidité de 8 à peut-être 10 % à l’échappement de la turbine basse pression. Tout ce qui est plus grand peut causer une grave érosion de la lame et des dommages. (Des détails supplémentaires sur le fonctionnement de la turbine à vapeur sont fournis plus loin dans ce chapitre.)
Par conséquent, tous les générateurs de vapeur et de nombreuses chaudières haute pression dans les usines industrielles sont équipés de surchauffeurs et, généralement pour les unités d’alimentation, de surchauffeurs de réchauffage. Considérez le système générateur de vapeur décrit à l’annexe 4-1, avec une pression de chaudière de 2 400 psi et une température de vapeur surchauffée de 1 000 °F. La température de vapeur saturée est de 662 °F avec une enthalpie (Hg) de 1 025,5 Btu/lbm. Le degré de surchauffe est donc de 338 °F. Les tables de vapeur surchauffée indiquent une enthalpie de 1 458,8 Btu/lbm dans ces conditions. Cette différence d’enthalpie (433,3 Btu/lbm) fournit l’énergie nécessaire pour entraîner la turbine. Ces calculs de base montrent que l’énergie transférée n’est qu’environ un tiers de celle contenue dans la vapeur principale. Une grande partie de la chaleur latente est perdue dans le condenseur.
La plupart des chaudières électriques comprennent également un réchauffeur de surchauffe ou un réchauffeur pour le court-circuit. Le réchauffeur prend la vapeur d'échappement de la turbine haute pression et augmente la température jusqu'aux principales conditions de vapeur, bien qu'à une pression réduite. Pour l’exemple illustré à l’annexe 4-1, la pression de réchauffage est de 546 psi, ce qui représente environ un cinquième de la pression de vapeur principale. Le réchauffeur sert à deux fins. Tout d’abord, il améliore l’efficacité nette globale de l’unité de quelques pour cent. Deuxièmement, et plus important encore, l’impact du réchauffage à la vapeur sur les conditions de vapeur d’échappement de la turbine. Dans une chaudière avec seulement une surchauffe de vapeur principale, la teneur en humidité au niveau de l’échappement de la turbine peut facilement dépasser la ligne directrice de 8 à 10 % mentionnée précédemment. Le réchauffage à la vapeur atténue ce problème. Une certaine humidité se forme toujours dans les dernières rangées des lames de turbine basse pression (qui peuvent présenter des problèmes chimiques, comme nous le verrons), mais à des niveaux inférieurs à ceux qui causeraient des dommages mécaniques inquiétants.
Noter les cinq chauffe-eau d’alimentation fermés et le désaérateur dans le circuit condensat/eau d’alimentation de la Figure 4.19. Le nombre maximal de chauffe-eau d’alimentation dans les très grandes unités peut atteindre huit. L’objectif principal des réchauffeurs, en particulier des réchauffeurs fermés, est l’amélioration de l’efficacité. La source d’énergie de chaque radiateur est la vapeur d’extraction de la turbine. Envisagez une unité sans chauffage de l’eau d’alimentation. À toutes fins pratiques, la turbine n'utilise que l'énergie de surchauffe de la vapeur, la chaleur latente étant perdue dans le condenseur. Avec le chauffage de l’eau d’alimentation, cette partie de la vapeur fournie à chaque radiateur a déjà effectué des travaux dans la turbine. Cependant, l’énergie restante n’est pas perdue dans le condenseur, mais est directement transférée dans le condensat et l’eau d’alimentation, réduisant ainsi la quantité de chaleur requise dans la chaudière. Le chauffage de l’eau d’alimentation améliore l’efficacité nette de plusieurs pour cent.
Le désaérateur est également un chauffe-eau d’alimentation, mais sa fonction est liée au contrôle chimique de l’eau d’alimentation de la chaudière et est abordée plus loin dans la section sur la chimie des condensats et de l’eau d’alimentation.
Un autre échangeur de chaleur commun dans de nombreuses chaudières est l’économiseur. Conformément à la Figure 4.19 et à l’Annexe 4-1, les faisceaux de tubes d’économiseur sont situés dans les conduits de gaz de combustion après les sections de surchauffeur. L’économiseur extrait une chaleur supplémentaire du gaz de combustion et sert essentiellement de chauffe-eau d’alimentation pour améliorer l’efficacité de la chaudière.
Le réchauffeur d'air est également indiqué à l'annexe 4-1. Comme l’économiseur, cet échangeur de chaleur utilise du gaz de combustion pour la source d’énergie. Les deux types de réchauffeurs d’air les plus courants sont le tube et les styles de panier rotatif. Le réchauffeur d'air offre une amélioration supplémentaire de l'efficacité. Généralement, une partie de l’air chauffé est alimentée aux broyeurs à charbon et aux pulvérisateurs comme liquide de transport pour déplacer le carburant vers la chaudière. L’air chauffé aide à éliminer l’humidité qui pourrait avoir pénétré dans le carburant solide. Cela peut être particulièrement important pour minimiser le bouchage du charbon humide de l’équipement de meulage.
Générateurs de vapeur supercritiques
Les calculs thermodynamiques montrent clairement une efficacité améliorée du générateur de vapeur avec une température et une pression de fonctionnement accrues. Par conséquent, parmi les usines au charbon qui sont encore en construction dans certaines régions du monde, beaucoup sont conçues pour des pressions supercritiques supérieures à 3 200 psi. Certaines unités ultra-supercritiques (USC) avancées fonctionnent à 4 500 psi ou légèrement au-dessus avec des températures de vapeur de réchauffage proches de 1 200 °F. Dans ces conditions, l’eau et la vapeur existent en une seule phase, et la conception du fût n’est donc plus valide. Une conception supercritique commune peut avoir trois « passages » de cloison d'eau dans la fournaise, où chaque passage est connecté au passage suivant par des en-têtes. Les chaudières supercritiques ont généralement un baril de démarrage pour produire de la vapeur lorsque la chaudière est cuite par temps froid. Une fois que la pression et la température de démarrage requises sont atteintes dans l’unité, les vannes d’isolement se ferment pour retirer le tambour du circuit. Les unités supercritiques ne peuvent pas tolérer la contamination de l’eau d’alimentation, car les solides précipiteraient sur les parois du tube lorsque l’eau d’alimentation se convertirait en liquide monophasé dans la chaudière. Une exigence pour toutes les unités supercritiques est un système d’eau d’appoint de haute pureté et un polissoir à condensats à plein débit pour capturer les impuretés qui pourraient pénétrer d’une fuite de tube de condenseur ou d’une autre source.
Production d’énergie à cycle combiné
Les unités USC les plus modernes ont une efficacité nette maximale de 45 % ou peut-être un peu plus élevée. Ainsi, même dans ces conceptions avancées, plus de la moitié de l’énergie fournie à l’unité n’est toujours pas récupérable. La quête d’une efficacité accrue, associée à d’autres facteurs liés à l’économie et à la réduction des émissions de dioxyde de carbone, a conduit au développement et à la croissance de centrales électriques à cycle combiné, en particulier au cours de la dernière décennie du 20e siècle et jusqu’à ce siècle.
Un aperçu de la production d’énergie à cycle combiné est illustré dans les figures ci-dessous.
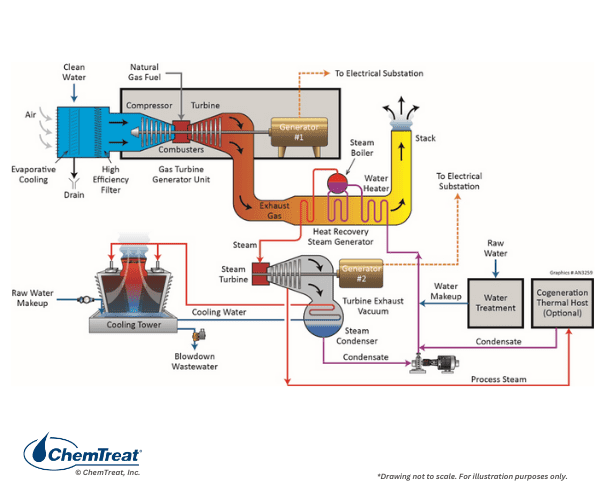
Habituellement, environ 2/3 de la puissance totale d’une usine à cycle combiné est générée par la turbine à combustion (TC). La TDM ressemble à un moteur à réaction d’aéronef et fonctionne sur le cycle thermodynamique de Brayton. De nombreux transformateurs de courant sans générateurs de vapeur à risque, appelés unités à cycle simple, sont dispersés partout au pays pour servir d’approvisionnement en électricité rapide si la demande change soudainement. Mais une quantité importante d’énergie est perdue en mode de cycle simple. En capturant la chaleur d’échappement pour générer de la vapeur dans un cycle thermodynamique de Rankine, l’efficacité globale de l’usine est grandement améliorée. Les unités modernes à cycle combiné peuvent atteindre ou même dépasser légèrement l’efficacité nette de 60 %, ce qui est beaucoup mieux que les meilleures unités électriques conventionnelles produisant de la vapeur.
Une variété de conceptions HRSG est disponible, y compris certains types à passage unique, mais la plupart sont de type baril à pressions multiples. Le schéma d’une conception très courante est illustré ci-dessous.
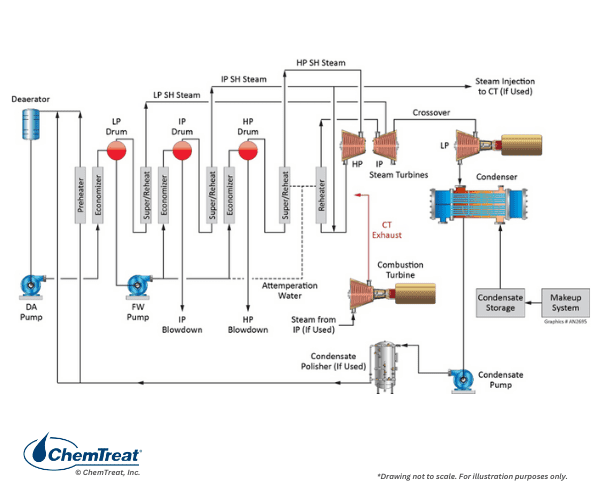

Plusieurs caractéristiques de la figure 4.21 nécessitent une explication plus approfondie.
- FFLP signifie que toute l’eau d’alimentation entrante s’écoule dans l’évaporateur à basse pression (LP). Le circuit LP fonctionne principalement comme un chauffe-eau d’alimentation, avec seulement une petite quantité de production de vapeur. La décharge LP alimente les évaporateurs à pression intermédiaire (IP) et à haute pression (HP).
- Étant donné que l’eau de refroidissement de la vapeur est extraite de la pompe d’eau d’alimentation (FW) avec l’évaporateur LP comme source, aucun alcali solide, par exemple, phosphate trisodique ou caustique, ne peut être utilisé pour le contrôle du pH dans l’évaporateur LP. L’ammoniac, ou peut-être un mélange d’ammoniac et d’amine, injecté dans le condensat, permet plutôt de contrôler le pH dans l’évaporateur de PL.
- Le schéma montre une ligne de dérivation du dégazeur, mais dans certains modèles modernes, un dégazeur peut même ne pas être inclus. Cela provient des développements chimiques conçus pour minimiser la corrosion accélérée par le débit (FAC) dans l’évaporateur et les économiseurs LP. (Une section ultérieure traite du FAC, qui touche de nombreux types de générateurs de vapeur, en particulier les unités d’alimentation.)
- Pendant le fonctionnement normal, l’énergie de production de vapeur provient de l’échappement de la turbine à combustion. Cependant, de nombreux générateurs de vapeur à vapeur sont équipés de brûleurs de conduit supplémentaires pour augmenter la capacité de production de vapeur pendant les périodes de pointe.
Comme le suggère la figure 4.21, les tubes de cette conception ont un schéma de débit vertical, mais avec les sections disposées horizontalement à travers le trajet du gaz. Les tubes à ailettes sont courants pour augmenter le transfert de chaleur.
Même si pratiquement toutes les turbines à combustion sont alimentées au gaz naturel, les tubes à ailettes peuvent tout de même accumuler des particules de poussière qui empêchent le transfert de chaleur. De plus, en raison de l’espacement étroit des différents faisceaux de tubes dans l’unité, si les tubes tombent en panne en raison d’une mauvaise chimie ou d’autres pratiques opérationnelles, la réparation et le remplacement peuvent être assez difficiles et chronophages. Un contrôle adéquat de la chimie de l’eau est également important pour minimiser les nettoyages chimiques des GRH. Les nettoyages chimiques ne sont jamais faciles, même dans les unités conventionnelles, mais pour les GRH à pressions multiples, le processus peut être particulièrement compliqué.
Générateurs de vapeur à chaleur résiduelle pour la fabrication et le raffinage de produits chimiques
Des générateurs de vapeur spécialisés existent dans de nombreuses usines pour récupérer la chaleur du procédé. Les applications comprennent :
- La chaleur générée comme partie nécessaire du processus, qui serait autrement jetée. Les processus de gaz synoptiques comme l’ammoniac, le méthanol et l’hydrogène en sont des exemples.
- La chaleur est un sous-produit d’un processus de fabrication de produits chimiques, comme les chaudières à liqueur noire dans la fabrication de papier et les chaudières à trempage à fissures d’éthylène qui refroidissent les hydrocarbures fissurés.
- Chaleur provenant de la combustion de résidus tels que les déchets de bois, les déchets agricoles, les déchets et le monoxyde de carbone (CO) générés par la fissuration du pétrole brut dans une raffinerie ou le gaz de fournaise de sablage dans une aciérie.
De nombreux procédés produisent des gaz dont la température est supérieure à 1 000 °F. Les chaudières à chaleur résiduelle peuvent fonctionner comme des chaudières à tube d’incendie ou à tube d’eau selon le processus.
| Source de gaz | °F | °C |
|---|---|---|
| Syngas Ammoniac Reforming | 1 350 à 1 475 | 730–800 |
| Étanchéité de la fournaise à fissures en éthylène | 1 380 à 1 607 | 750–875 |
| Fournaises à recuit | 1 100 à 2 000 | 590 à 1 090 |
| Fournaise de récupération des liqueurs noires | 1 800 à 2 000 | 980–1 090 |
| Four à ciment (sec) | 1 150 à 1 350 | 620–7,30 |
| Four Coke (ruche) | 1 900 à 2 300 | 1070–1 260 |
| Chauffage de forge et de billette | 1 700 à 2 200 | 930 à 1 200 |
| Incinérateur de déchets | 1 550 à 2 000 | 840–1 090 |
| Fournaise en acier à foyer ouvert | 1 200 à 1 300 | 650–700 |
| Raffinage du pétrole | 1 000 à 1 100 | 540–590 |
| Traitement du minerai de soufre | 1 600 à 1 900 | 870–1 040 |
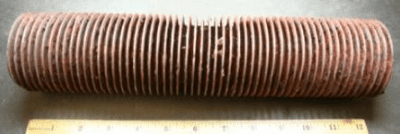
Les limitations d’espace empêchent une discussion détaillée des différentes chaudières qui génèrent de la vapeur à partir de ces processus, mais un exemple très illustratif provient de l’industrie de l’éthylène, où l’exploitation de l’unité principale provient d’une fournaise à fissures. Le gaz chaud et fissuré doit être rapidement refroidi pour minimiser les fissures supplémentaires. Le refroidissement par gaz de craquelins a lieu dans les générateurs de vapeur appelés échangeurs de ligne trans (TLE ou TLX). Le gaz chaud s’écoule à travers le côté tube de la chaudière avec de l’eau sur les surfaces externes du tube. Les échangeurs peuvent être orientés horizontalement ou verticalement avec de la vapeur à haute pression produite dans un fût à vapeur qui relie les TLE. La température du gaz peut être égale ou proche de 1 500 °F, avec des pressions de vapeur produites allant jusqu’à 1 800 psi.
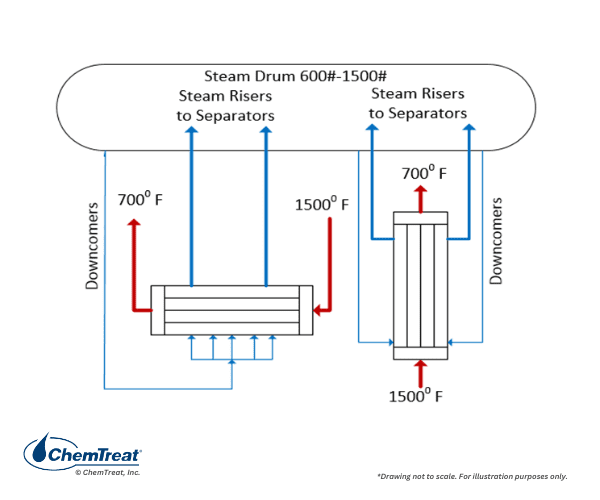
Une observation attentive révèle que la configuration ressemble dans une certaine mesure à une chaudière à tubes de combustion, les gaz chauds passant à travers les tubes et la vapeur étant générés dans la coquille.
Il n’est pas rare que les conceptions de chaudières non traditionnelles présentent un potentiel de points de chaleur élevée localisés qui peuvent accentuer les dépôts et la corrosion. La production constante d’eau d’appoint de haute pureté et les programmes de traitement de l’eau de chaudière soigneusement conçus sont des composants clés pour un rendement fiable.
Comment minimiser la corrosion et les dépôts dans les générateurs de vapeur haute pureté et haute pression
Chimie de production de vapeur
Les exigences en matière de traitement et de chimie de l’eau de la chaudière, du condensat et de l’eau de la chaudière varient considérablement en fonction de facteurs tels que la pression et la configuration de la chaudière, la méthode d’entrée de chaleur (directe ou à chaleur résiduelle), la fonction de vapeur (énergie pour les échangeurs de chaleur de procédé ou pour les turbines d’entraînement), etc. Voici une bonne illustration des exigences chimiques générales pour les chaudières industrielles :
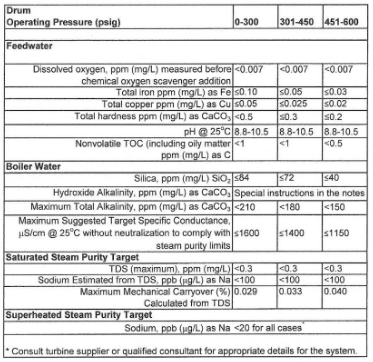
Ces données ont été extraites du tableau 1 de la référence 8 [ASME] et ne représentent qu’une vue partielle de l’ensemble du tableau. Le livret contient de nombreux détails supplémentaires concernant les directives sur l’eau des chaudières industrielles.
Comme l’indique cet extrait, les limites deviennent plus serrées à mesure que la pression de la chaudière augmente. L’annexe 4-2 décrit les limites d’impuretés pour les unités utilitaires à haute pression.
Traitement de l’eau d’appoint
Les méthodes de traitement du maquillage pour une variété d’applications végétales, de l’eau de refroidissement aux besoins de pureté élevée, sont couvertes au chapitre 3. Cette section fournit un bref aperçu des exigences d’appoint en ce qui concerne la pression générale de la chaudière.
L’adoucissement de base du sodium est très courant pour l’appoint de chaudière à basse pression. Depuis que les humains ont commencé à chauffer de l’eau à des fins de cuisson ou d’hygiène, ils ont sans aucun doute observé un dépôt minéral dans les récipients chauffés. Le principal coupable est le carbonate de calcium.
Ca2+ + 2HCO3– + chaleur → CaCO3↓ + CO2 + H2O | Éq. 4-1
L’équation décrit la réaction des ions calcium (Ca2+) et de l’alcalinité bicarbonate (HCO3–) qui se produit souvent dans les systèmes d’eau chaude et les chaudières.

Par conséquent, l’adoucissement du sodium est devenu et demeure un processus de traitement d’appoint courant pour de nombreux générateurs de vapeur industriels. L’eau brute traverse un lit de résine échangeuse d’ions dont les sites actifs contiennent des ions sodium. Ces sites ont une affinité plus forte pour le calcium et le magnésium que le sodium, et les ions de dureté sont donc échangés contre du sodium lorsque l’eau circule dans le lit. Lorsque le lit est épuisé, il est régénéré avec une solution de saumure (NaCl) qui évacue les ions de dureté dans un flux de déchets qui est jeté. Le jet ramolli, avec la dureté éliminée, contient toujours les autres ions dissous, y compris l’alcalinité, le chlorure (Cl–), le sulfate (SO42-) et la silice (SiO2).
Comme l’indique la figure 4.24, les chaudières à basse pression peuvent tolérer certaines impuretés, y compris l’alcalinité. En effet, pour certaines applications, l’alcalinité peut être souhaitable, car elle aide à protéger les surfaces métalliques contre la corrosion. Cependant, HCO3–, une fois arrivé à la chaudière, est en grande partie converti en CO2 par les réactions suivantes :
2HCO3– + chaleur → CO32- + CO2↑ + H2O | Éq. 4-2
CO32- + chaleur → CO2↑ + OH– | Éq. 4-3
La conversion totale du CO2 des réactions combinées peut atteindre 90 %. Le CO2 clignote avec la vapeur et lorsqu’il se dissout à nouveau dans le condensat, il peut augmenter l’acidité du retour du condensat.
CO2 + H2O �. SUP. H2CO3 �. SUP. H+ + HCO3– | Éq. 4-4
Bien que le pH généré par cette réaction ait une limite inférieure relativement douce, l’acidité est plus que suffisante pour provoquer une corrosion importante de l’acier au carbone dans les systèmes de retour du condensat. Par exemple, 3 ppm de CO2 dans du condensat de vapeur pure réduira le pH à 5,26. Si de l’oxygène dissous est présent dans le système, la corrosion peut être amplifiée.
Par conséquent, de nombreux systèmes d’adoucissement du sodium sont souvent suivis d’un désalcalinisateur à jet divisé ou d’un décarbonateur pour réduire l’alcalinité à de faibles niveaux de ppm. La chimie fondamentale de l’un ou l’autre procédé acidifie l’alcalinité pour la convertir en dioxyde de carbone, qui est ensuite extrait sous forme de gaz du système de traitement.
Traitement de l’eau d’appoint pour les générateurs de vapeur haute pression
Pour les unités utilitaires à haute pression, l’eau d’alimentation doit être très pure pour minimiser la corrosion et d’autres problèmes potentiels dans le générateur de vapeur. Les concentrations d’impuretés sont normalement limitées à de faibles plages de ppb. Les lignes directrices bien connues pour la pureté des effluents du système d’appoint sont :
- Conductivité spécifique : ≤ 0,1 μS/cm
- Sodium : ≤ 2 parties par milliard (ppb)
- Silice : ≤ 10 ppb
La déminéralisation par échange d’ions a été couramment utilisée au cours du siècle dernier pour atteindre cette pureté. Parmi les diverses combinaisons d’échange d’ions possibles, la plus populaire était la configuration suivante :
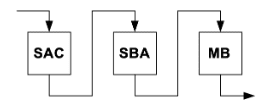
SAC = Échangeur de cations acides forts
SBA = Échangeur d’anions de base solide
MB = Échangeur de lit mixte
Cette configuration d’échange d’ions, et certaines variations de celle-ci, peut être très efficace pour produire de l’eau de haute pureté. Cependant, un facteur critique a conduit à une variante de cette technologie pour le traitement du maquillage dans les générateurs de vapeur à haute pression et certains générateurs de vapeur à pression intermédiaire. Le problème est que la plupart des eaux brutes contiennent plusieurs centaines de mg/L de cations et d’anions combinés. Lorsqu’elles sont introduites directement dans les systèmes d’échange d’ions, les résines peuvent s’échapper dans un délai relativement court, parfois en quelques heures. Un arrangement typique a deux systèmes identiques. Lorsqu’un échappement est mis en service, l’autre est mis en service, les résines SAC et SBA dans le système d’échappement étant régénérées avec un acide fort et une base forte, respectivement. Cependant, les régénérations fréquentes sont un peu coûteuses et exigent que le personnel de l’usine travaille régulièrement avec des produits chimiques dangereux. La technologie d’osmose inverse (OI) est devenue très courante pour l’élimination en vrac des ions dissous. Il alimente les récipients d’échange d’ions SAC et SBA illustrés à la Figure 4.27 et peut souvent servir de processus de déminéralisation autonome pour les chaudières à pression intermédiaire. Les détails de l’osmose inverse sont également abordés en détail au chapitre 3.
Dans l’industrie de l’énergie, l’OI à deux passes a dans de nombreux cas remplacé les échangeurs SAC et SBA. Le traitement final est ensuite effectué avec la technologie portable à lit mixte (MB), où un entrepreneur fournit des « bouteilles » MB qui ont des connexions simples au système. Lorsqu’une bouteille est épuisée, le personnel de l’usine passe à un système redondant et l’entrepreneur retire la bouteille épuisée pour la régénération de la résine hors site. Une autre méthode de polissage est l’électrodéionisation continue (CEDI), qui utilise à la fois la technologie d’échange d’ions et de membrane pour produire le maquillage de haute pureté requis. La résine dans ces systèmes est automatiquement régénérée et peut donc fonctionner pendant de longues périodes sans entretien.
Une forme de production d’eau d’appoint qui mérite une brève mention est l’évaporation. L’eau brute est évaporée avec la chaleur résiduelle et est ensuite condensée en tant que produit. Les évaporateurs étaient courants dans les anciennes usines de services publics sous-critiques et restent largement utilisés pour les générateurs de vapeur marine.

LES CLÉS D’UN TRAITEMENT FIABLE DE L’EAU D’APPOINT POUR LES CHAUDIÈRES
Chimie du condensat/de l’eau d’alimentation
Bien que plusieurs principes généraux s’appliquent au traitement des condensats et de l’eau d’alimentation et au contrôle chimique pour tous les générateurs de vapeur, les variations dans la conception du système influencent des programmes spécifiques. Les générateurs de vapeur pour la production d’énergie peuvent être considérés comme des systèmes presque fermés avec le système d’appoint qui fournit facilement de l’eau et de la vapeur à partir de petites pertes. L'entrée d'impuretés est souvent nulle, sauf si elle provient d'une fuite dans un condenseur de surface de vapeur (ou parfois d'une perturbation du système d'appoint). Par conséquent, les principaux objectifs de traitement de l’eau d’alimentation pour ces systèmes impliquent la réduction de la corrosion générale et du FAC de la tuyauterie en acier au carbone de condensats/eau d’alimentation, des désaérateurs, des économiseurs et, pour les GRH multi-pressions, de l’évaporateur basse pression. Le contrôle FAC exige un état d’esprit différent en ce qui concerne les concentrations d’oxygène dissous (D.O.) dans l’eau d’alimentation, comme il sera décrit.
À l’extrémité opposée du spectre se trouvent des installations industrielles dans lesquelles la vapeur fournit de l’énergie à plusieurs échangeurs de chaleur et est ensuite récupérée sous forme de condensat pour le retour à la chaudière. Selon les processus qui utilisent le chauffage à la vapeur, une grande variété de contaminants sont possibles dans le retour du condensat. Ceux-ci peuvent aller des sels minéraux aux composés organiques en passant par les particules générées par la corrosion de la tuyauterie de retour des condensats.
Les sections suivantes se concentrent sur deux questions : l’influence du pH et du D.O. sur la corrosion du système d’eau d’alimentation. La discussion comprend des méthodes de pointe actuelles pour le traitement de l’eau d’alimentation.
Oxygène dissous
La corrosion à l’oxygène du fer et de l’acier doux est un phénomène observé depuis des siècles. La rouille des structures extérieures est un exemple classique.
Au début, les chimistes et les ingénieurs de chaudière ont développé des méthodes pour minimiser l’entrée d’air dans les générateurs de vapeur et éliminer l’oxygène dissous dans le condensat. Pendant le fonctionnement normal, l’oxygène peut pénétrer dans le système générateur de vapeur à partir de plusieurs sources. L’un d’eux est un réservoir de stockage de condensat à ventilation atmosphérique. Lorsqu’une unité a besoin d’appoint, l’eau de l’un de ces réservoirs peut contenir jusqu’à 10 ppm de D.O. Une conception de système commune pour extraire une grande partie du D.O. introduit l’appoint dans le condenseur afin que le vide puissant provoque l’échappement de l’oxygène selon la loi d’Henry, qui stipule que la concentration d’équilibre d’un gaz dissous dans les liquides est proportionnelle à la pression partielle du gaz au-dessus du liquide.
Cependant, une voie d'entrée d'oxygène existe également au niveau du condenseur. Lorsque la vapeur d'échappement de la turbine est refroidie dans le condenseur, l'affaissement spectaculaire du volume de vapeur à liquide induit un vide puissant dans la coquille du condenseur. L'air extérieur sera aspiré même aux plus petites ouvertures et aux endroits des raccords de tuyauterie au condenseur. Par conséquent, la plupart des condenseurs sont équipés d'un système d'évacuation de l'air pour empêcher les gaz de s'accumuler, car l'air peut recouvrir les tubes du condenseur et causer une dégradation grave du transfert de chaleur. Cependant, un peu d’oxygène restera et se dissoudra partiellement dans le condensat. L’air peut également pénétrer dans le condensat du côté aspiration des pompes de décharge de condensat et d’eau d’alimentation. Dans les grandes usines industrielles, l’air peut également s’infiltrer à de nombreux endroits autour des échangeurs de chaleur et dans le système de condensat retourné.
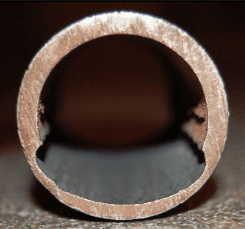
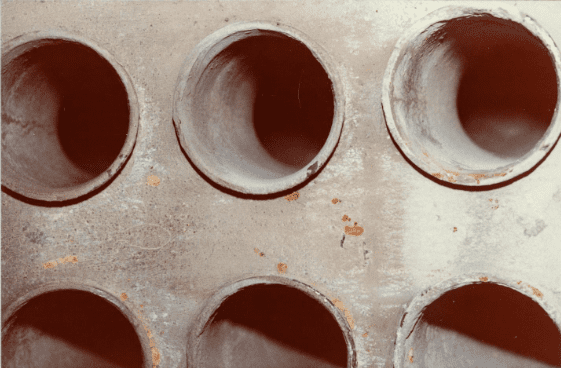
Au fur et à mesure que la technologie de génération de vapeur évoluait pour la production d’énergie et les processus industriels, l’influence de l’oxygène sur la corrosion des tuyaux, des tubes d’échangeur de chaleur et d’autres composants est rapidement devenue évidente. Souvent, l’attaque d’oxygène est localisée, avec des fosses profondes qui se forment sur les sites de corrosion active. Ce type de corrosion est très dommageable et peut causer la défaillance des économiseurs, de l’équipement de dégazage, de la tuyauterie de condensat, des récepteurs de condensat et d’autres équipements.
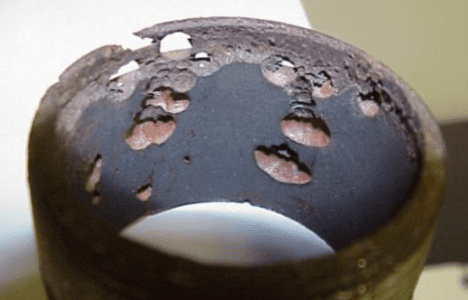
Pendant de nombreuses années, on a pensé que tout l’oxygène dissous devait être retiré de l’eau d’alimentation pour minimiser la corrosion indiquée à la figure 4.28 et protéger tout alliage de cuivre (le plus souvent les tubes de chauffage de l’eau d’alimentation) dans le système. Par conséquent, presque tous les systèmes générateurs de vapeur étaient équipés d’un dégazeur mécanique.
Les deux styles courants de désaérateur sont de type vaporisateur et de type plateau, ce dernier étant plus populaire.
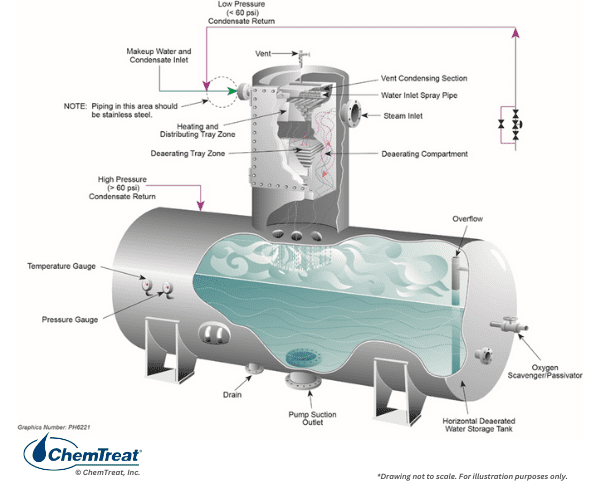
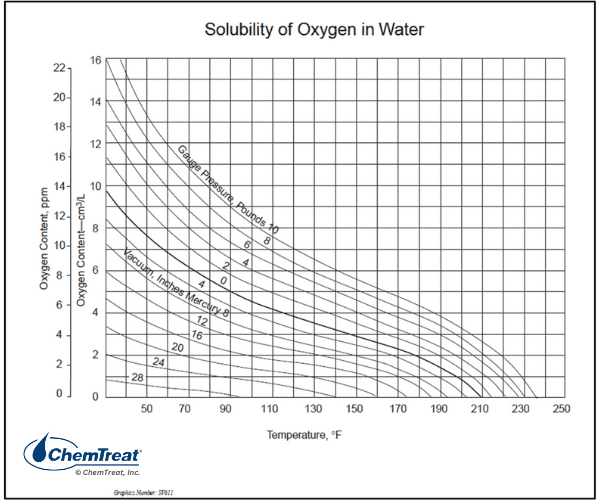
La solubilité de l’oxygène dans l’eau diminue considérablement avec l’augmentation de la température, comme indiqué dans le tableau ci-dessous.
Le condensat entrant dans le dégazeur se décharge par les buses de pulvérisation et se transmet en cascade sur des ensembles de plateaux décalés, avec de la vapeur introduite par le dessous des plateaux.
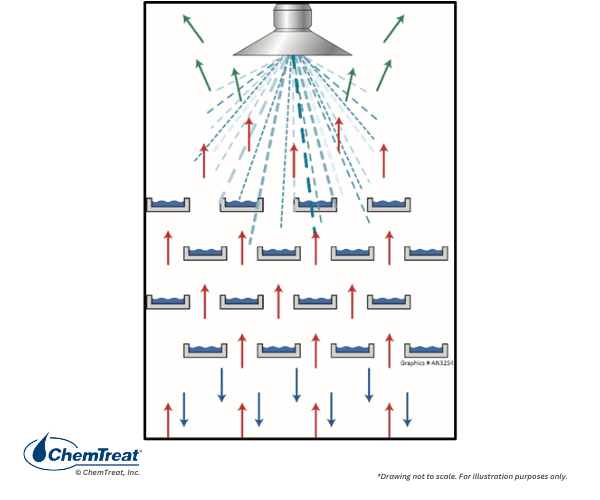
Les gaz non condensables, principalement l’oxygène, sont libérés et s’échappent par l’évent du dégazeur avec une petite quantité de vapeur. Le condensat est chauffé à quelques degrés de température de saturation et se décharge dans la section de stockage du dégazeur.
La surface élevée des plateaux permet une élimination rapide de l’oxygène. La garantie de conception typique pour les désaérateurs de type plateau est de 7 ppb d’effluent D.O. Une augmentation de la concentration D.O. dans l’échantillon de sortie du désaérateur indique un problème dans le compartiment du désaérateur. Les problèmes courants comprennent :
- Plateaux mal alignés ou manquants
- Buse de pulvérisation endommagée ou défectueuse
- Entrée de vapeur restreinte
- Réglages incorrects des évents du dégazeur
Les sections de stockage d’eau d’alimentation doivent être suffisamment grandes pour contenir au moins 15 à 20 minutes d’eau d’alimentation à la production maximale de vapeur.
Certains petits systèmes générateurs de vapeur peuvent avoir des méthodes de dégazage très simples, comme un purgeur de vapeur au fond du tambour de stockage. L’élimination de l’oxygène est corrélée à la température qui peut être atteinte dans le réservoir.
Récupérateurs d’oxygène/agents réducteurs/passivateurs métalliques
Même si un désaérateur mécanique bien conçu et bien utilisé peut réduire les concentrations d’oxygène dissous à environ 7 ppb, dans le passé, ce niveau était toujours considéré comme excessif. Donc, dans de nombreuses usines, le traitement chimique a complété la dégazage mécanique. Ces produits chimiques sont des agents d’épuration de l’oxygène/réducteurs, dont plusieurs sont également des passivateurs métalliques. Les plus courants sont :
- Sulfite (catalysé et non catalysé)
- Érythorbate (aussi appelé acide érythorbique [EA])
- Hydrazine
- Diéthylhydroxylamine (DEHA)
- Carbohydrazide (CZ)
- Méthyléthylcétoxime (MEKO)
- Hydroquinone (HQ)
La liste est généralement commandée par la quantité de produit consommée par an, à l’exclusion de l’hydrazine, comme expliqué. Un composé commun est le sulfite de sodium (Na2SO3), car il convient à de nombreuses chaudières jusqu’à environ 600 psig de pression.
2Na2SO3 + O2 → 2NaSO4 | Éq. 4-5
Un point d’injection typique est le réservoir de stockage du dégazeur. Le sulfite réagit à une large gamme de températures, bien que, comme avec tous les éliminateurs, les taux de réaction augmentent avec l’augmentation de la température. Le temps de réaction est important. Un dégazeur mal fonctionnel (surtout avec une petite section de stockage) peut permettre une grave attaque d’oxygène dans la tuyauterie d’eau d’alimentation et les économiseurs parce que les réactions de récupération ne sont pas terminées avant que l’eau d’alimentation n’atteigne la chaudière. Le sulfite comprend souvent un catalyseur cobalt pour accélérer les réactions, bien que certaines recherches suggèrent que le catalyseur pourrait ne pas être complètement efficace.
Généralement, le sulfite est mesuré comme un résidu dans l’eau de la chaudière, même s’il est souvent injecté dans le système d’eau d’alimentation. Une plage autrefois commune était de 30 à 60 ppm dans les chaudières à basse pression, avec des niveaux décroissants à des pressions de chaudière plus élevées. Étant non volatile, le sulfite reste dans l’eau de la chaudière et ne s’échappe pas avec la vapeur. Le sulfite (et l’érythorbate, décrit ci-dessous) ne doit pas être utilisé dans les générateurs de vapeur qui fournissent de l’eau aténuante à la vapeur, car cela entraînera l’introduction directe de solides non volatils dans les systèmes de vapeur et, surtout, dans les turbines. Un autre problème est la décomposition des sulfites. Certaines publications suggèrent que le sulfite peut être utilisé à des pressions allant jusqu’à 900 psi, mais à des températures élevées dans ces chaudières, le sulfite se décomposera pour produire du sulfure d’hydrogène (H2S) et de l’acide. Ces produits peuvent causer des dommages importants au métal de la chaudière. Une limite supérieure plus pratique pour l’utilisation de sulfites est de 600 psi. Le sulfite de sodium est souvent sélectionné comme produit chimique pour les chaudières à basse pression, mais la solution ne doit pas entrer dans les surchauffeurs, surtout s’ils ne sont pas drainables.
L’érythorbate/acide érythorbique (ou le matériau d’alimentation typique, l’érythorbate de sodium, C6H7NaO6) est une alternative non volatile approuvée par la FDA au sulfite. La réaction avec l’oxygène est complexe, mais les taux de réaction sont rapides. L’érythorbate est un excellent passivateur pour les chaudières à basse et moyenne pression. Avant de continuer, le lecteur est invité à consulter l’annexe 4-2, qui traite de la passivation du métal et du rôle de ces produits chimiques dans ce processus.
Pour les chaudières à haute pression et, plus particulièrement, les unités d’alimentation, l’hydrazine (N2H4) était autrefois l’agent primaire de réduction/passivation de l’eau d’alimentation. Les produits de décomposition de l’hydrazine résiduelle sont l’ammoniaque et l’eau, donc ni l’hydrazine ni ses produits de décomposition n’introduisent de solides non volatils dans l’eau d’alimentation ou la vapeur. Par conséquent, le produit chimique était idéal pour le traitement avant tout décollage de l’agitateur à vapeur. Cependant, l’hydrazine est maintenant rarement utilisée, car elle est considérée comme cancérogène. D’autres chimies sont disponibles et sont décrites ci-dessous.
Le carbohydrazide (CH6N4O) a été mis au point pour remplacer directement l’hydrazine. À des températures élevées dans le système d’eau d’alimentation, il se convertit en hydrazine. En raison du composant carbone, les produits de décomposition carbohydrazide comprennent le CO2 ainsi que l’ammoniac qui provient de la dégradation du produit intermédiaire d’hydrazine.
Le DEHA (diéthylhdroxylamine, (C2H5)2NOH)) est un éliminateur volatil avec des propriétés amines neutralisantes et de passivation. Le DEHA et les autres produits énumérés ci-dessous constituent des solutions de rechange à l’hydrazine. Le DEHA est stable dans les chaudières jusqu’à une pression de 1 200 psi et offre donc une protection au système de condensat de vapeur ainsi qu’aux barils d’eau d’alimentation et de chaudière. Ses produits de décomposition initiale sont la diéthylamine et l’éthylméthylamine, deux amines neutralisantes. La décomposition thermique continue produira de l’azote, de l’eau et de petites quantités d’acide acétique.
MEKO (méthyléthylcétomime, C4H9NO) est un agent réducteur qui se décompose en sous-produits d’ammoniac et d’acide organique à 1 250 psi, il n’est donc pas largement utilisé comme solution de rechange à l’hydrazine dans l’industrie de l’énergie, mais il est utilisé dans les cycles de vapeur industriels, commerciaux et institutionnels.
L’hydroquinone (C6H6O2) est un puissant éliminateur d’oxygène, mais elle est toxique et doit être manipulée avec soin. Il agit rapidement et est parfois inclus avec d’autres solutions de rechange à l’hydrazine comme catalyseur pour accélérer les réactions avec l’oxygène. Le principal produit de décomposition est le CO2.
Comme nous le soulignerons sous peu, les éliminateurs d’oxygène ne sont plus recommandés en raison de leur influence sur le FAC pour la plupart des systèmes de production de vapeur électrique.
Contrôle du pH de l’eau d’alimentation
L’autre problème principal concernant le contrôle de la corrosion de l’eau d’alimentation est le pH, ou plus précisément, l’entretien d’une chimie modérément basique de l’eau d’alimentation. Nous commencerons cette discussion en examinant le contrôle du pH dans les unités d’alimentation à haute pression, suivi d’un examen des générateurs de vapeur industriels où un traitement moins rigoureux de l’eau d’appoint et souvent un retour de condensat important ont une plus grande influence.
Dans l’industrie de l’énergie, la méthode standard pour le contrôle du pH de l’eau d’alimentation est l’alimentation en ammoniac (NH3).
NH3 + H2O �. stupéfiant NH4+ + OH– | Éq. 4-6
Le tableau suivant décrit les concentrations d’ammoniac qui sont en corrélation avec la plage de valeurs de pH communes dans les systèmes d’eau d’alimentation.
| pH | Ammoniac (ppm) |
|---|---|
| 9.0 | 0,274 |
| 9.2 | 0,527 |
| 9.4 | 1,070 |
| 9.6 | 2.286 |
| 9.8 | 5.105 |
| 10,0 | 8 novembre 2012 |
Source : Référence 5
L’influence du pH sur la corrosion de l’acier au carbone est illustrée dans un graphique bien connu des années 1970.
Il est évident que le taux de corrosion diminue avec l’augmentation du pH, mais cela peut avoir un impact important sur les exigences d’alimentation en ammoniac. Par exemple, la plage de pH de l’eau d’alimentation recommandée de 25C pour le type le plus courant de GRH est de 9,6 à 10,0. Cela nécessite une concentration saine d’ammoniac, selon le tableau 4-2.
Dans les unités d’alimentation, un point d’injection d’ammoniac commun était une fois le réservoir de stockage du dégazeur ou l’aspiration de la pompe d’alimentation de la chaudière. Cependant, la réalisation que l’ensemble du système de condensat/eau d’alimentation bénéficie d’un contrôle précis du pH a fait de l’alimentation à la pompe de condensat un choix populaire.
Dans les unités à haute pression conventionnelles, une grande partie de l’ammoniac reste dans l’eau de la chaudière, avec seulement une fraction reportée à la vapeur. Cependant, dans les GRH à pressions multiples, la majeure partie de l’ammoniac dans l’eau d’alimentation entrant dans les cloisons de l’évaporateur à basse pression se partage avec la vapeur et retourne au condensat. Ce phénomène peut influencer plusieurs problèmes chimiques, y compris la corrosion accélérée par le débit, comme nous le verrons plus loin.
Contrôle industriel du pH de retour du condensat
Le contrôle chimique des systèmes industriels complexes de condensat retourné peut être un défi. Un problème courant est la dépression du pH causée par le transfert de dioxyde de carbone dans la vapeur.
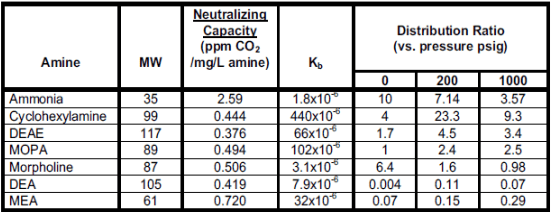
Par conséquent, l’injection d’amine alcalinisante dans les systèmes de condensat est fréquemment utilisée pour minimiser la corrosion dans la tuyauterie en acier au carbone. Le chimique ou le mélange chimique protège non seulement le condensat, mais le transporte à travers le système. La figure ci-dessous énumère plusieurs des amines alcalinisantes les plus courantes.
Les trois aspects clés des amines peuvent être résumés comme les trois « D ».
- Dissociation : La dissociation est la force de base définie par la constante de dissociation kb. Pour la réaction à l’ammoniac indiquée dans l’équation 4-6 plus tôt, kb est :
kb = [NH4+] * [OH–] / [NH3]
Cette équation est similaire pour alcaliniser les amines. Des valeurs Kb plus élevées (voir le tableau 4-3 ci-dessous) indiquent une plus grande base des produits. La base est variable avec la température, donc cet aspect doit être pris en compte lors de la conception de programmes chimiques.
- Distribution : La distribution est le rapport de l’amine qui reste dans l’eau de la chaudière et qui entre dans la vapeur. Selon la conception de génération de vapeur, un mélange d’amines peut être formulé pour établir les rapports souhaités. Le rapport de distribution varie selon la température.
- Décomposition : Les amines alcalinisantes se décomposent à des températures élevées. La décomposition devient particulièrement visible dans les applications à haute pression comme les chaudières utilitaires. Un produit de décomposition courant est l’acide acétique, un acide organique à petite chaîne. Depuis de nombreuses années, le débat porte sur le fait que l’acétate et un composé organique encore plus petit, l’acide formique, déclenchent la corrosion des lames de turbine. Les données suggèrent qu’une telle corrosion n’est pas une préoccupation majeure, mais la présence d’acides acétiques et formiques dans les condensats influence les lectures de conductivité. Le processus de décomposition peut établir une situation de « capture 22 », où les produits de décomposition réduisent le pH du condensat, ce qui entraîne une augmentation de l’alimentation en amine alcalinisante qui génère à son tour plus d’acide.
Une évaluation minutieuse des conditions de fonctionnement et de conception du système de retour de vapeur et de condensat est nécessaire lors de la sélection de l’amine ou du mélange d’amines le plus approprié. Une considération importante est la présence d’alliages de cuivre dans le réseau. De tels alliages étaient un choix commun pour les tubes d’échangeur de chaleur en raison d’excellentes propriétés de transfert de chaleur, mais la présence d’ammoniac et d’oxygène peut causer une grave corrosion du cuivre. D’autres considérations se concentrent sur l’efficacité de certains composés. Par exemple, la morpholine autrefois couramment utilisée a perdu sa faveur parce que le poids moléculaire relativement élevé et la base plus faible (par rapport aux autres amines) influencent le rapport coût-efficacité.
L’alimentation en amine directement vers les collecteurs de vapeur est généralement la meilleure approche d’un point de vue technique; cependant, l’alimentation vers ces emplacements nécessite l’installation et l’entretien de pompes à haute pression et de fourreaux d’injection. Un autre point d’injection commun est le système d’eau d’alimentation de la chaudière, bien qu’un inconvénient soit que certains produits chimiques frais, en particulier ceux dont la volatilité est plus faible, sont perdus dans la purge de la chaudière.
L’association de l’ammoniac ou de l’alimentation en amine neutralisante avec un agent éliminateur d’oxygène volatil/réducteur est connue sous le nom de réduction du traitement entièrement volatil (AVT(R)).
Corrosion accélérée par le débit
Pendant de nombreuses années, un état d’esprit presque universel était que même la moindre trace d’oxygène dissous dans l’eau d’alimentation des unités génératrices de vapeur était nocive. Cette hypothèse était particulièrement vraie dans l’industrie de l’énergie. Lorsque des tuyaux, des tubes et d’autres équipements générateurs de vapeur en acier au carbone sont mis en service, les surfaces métalliques développent une couche d’oxyde, dont la chimie générale est illustrée par les réactions fondamentales de Schikorr.
Fe + 2H2O → Fe(OH)2 + H2
3Fe(OH)2 → Fe3O4 + 2H2O + H2↑
Fe3O4 est la couche d’oxyde familière, la magnétite, de couleur gris-noir.
La couche de magnétite protège l’acier sous-jacent de la corrosion; cependant, l’oxygène dans l’eau d’alimentation convertira la magnétite en rouille non protectrice (Fe2O3). Bien que beaucoup considèrent les agents réducteurs décrits ci-dessus principalement comme des éliminateurs d’oxygène, une fonction principale est de convertir Fe2O3 en Fe3O4 passif. Ainsi, le nom de passivateurs métalliques. Pour les systèmes générateurs de vapeur qui ont encore des alliages de cuivre dans le réseau d’eau d’alimentation, ces métaux forment une couche protectrice initiale d’oxyde cupreux (Cu2O). L’oxygène dissous convertira cette couche en oxyde de cuivre (CuO), qui n’est pas protecteur. Les agents réducteurs convertissent également le cuivre oxydé en un état passif. Comme nous l’expliquerons sous peu, dans l’industrie de l’alimentation électrique, la présence ou l’absence de cuivre dans le système de condensat/d’eau d’alimentation influence considérablement le choix du programme de traitement de l’eau d’alimentation.
Les fondations de la chimie AVT(R) ont reçu un choc grave en 1986, pour « Sur 9 décembre de cette année, un coude dans le système de condensat s’est rompu à la centrale nucléaire Surry [près de Williamsburg, en Virginie.] La défaillance a causé quatre décès et des dizaines de millions de dollars en coûts de réparation et en pertes de revenus. » Les chercheurs ont appris de cet accident, et d’autres depuis, que l’environnement réducteur produit par les éliminateurs d’oxygène est l’ingrédient principal de l’acier au carbone FAC monophasé. L’attaque se produit à des perturbations de débit telles que des coudes dans la tuyauterie et les économiseurs d’eau d’alimentation, des drains de chauffe-eau d’alimentation, des emplacements en aval des vannes et des raccords de réduction, la tuyauterie de l’agitateur; et, plus particulièrement pour les générateurs de vapeur d’eau à cycle combiné, dans les évaporateurs à basse pression, où les tubes de cloison d’eau, c’est-à-dire les harpes, ont de nombreux coudes à faible rayon. En fait, le FAC est généralement le principal mécanisme de corrosion des GRH. Veuillez noter que ces emplacements correspondent à l’influence de température illustrée à la Figure 4.32.
La perte de métal progressive se produit aux emplacements FAC, comme illustré dans la figure ci-dessous.

L’environnement réducteur accentue la dissolution du métal. L’amincissement du mur progresse jusqu’à ce que le matériau restant à l’emplacement touché ne puisse plus résister à la pression du procédé, avec une défaillance soudaine comme résultat final.

L’abandon du traitement de l’eau d’alimentation AVT(R) pour les unités d’alimentation a commencé en Europe et en Russie à la fin des années 1960 et au début des années 1970. Les chercheurs et les chimistes des centrales électriques supercritiques ont découvert que dans l’eau d’alimentation de haute pureté (conductivité de cation ≤ 0,15 μS/cm), l’injection délibérée d’une petite quantité d’oxygène (pour établir une concentration de D.O. de 50 à 300 ppb) et l’élimination de l’alimentation d’épurateur d’oxygène entraîneraient l’intersipation de la couche de magnétite sur les surfaces en acier au carbone et la superposition d’une couche d’oxyde différente, connue sous le nom d’α-hématite et d’oxyde ferrique hydraté. Avec une chimie rigoureusement maintenue, cet oxyde forme une liaison beaucoup plus serrée que la magnétite et minimise considérablement le FAC. Le programme, et ses variations, a obtenu le nom de traitement oxygéné (TO) et a été adopté comme remplacement de la TVP(R) dans de nombreuses unités supercritiques à travers le monde, bien qu’il soit inacceptable pour les unités avec des chauffe-eau d’alimentation en alliage de cuivre, car la combinaison d’oxygène et d’ammoniac causera une corrosion grave des alliages de cuivre.
Par la suite, EPRI a développé un programme pour remplacer AVT(R) pour les unités de fût par AVT(O), qui signifie oxydation de traitement entièrement volatile. Si le système de condensat/d’eau d’alimentation ne contient aucun alliage de cuivre (ce qui est vrai pour pratiquement tous les GRH modernes), l’AVP(R) n’est pas recommandée. En bref, avec la chimie AVT(O), comme avec l’OT, l’alimentation en éliminateur d’oxygène est éliminée. Une petite concentration résiduelle (5 à 30 parties par milliard [ppb] d’oxygène dissous) est requise à l’entrée de l’économiseur. L’ammoniac ou un mélange d’ammoniac et d’amine neutralisant est toujours utilisé pour le contrôle du pH. Le condensat de haute pureté (conductivité de cation ≤ 0,2 μS/cm) est une exigence pour la TVP(O), mais lorsque des conditions appropriées sont établies, la magnétite devient superposée et entrecoupée de l’α-hématite à liaison plus serrée. La couche est visible pour sa couleur rouge distincte.
OT et AVT(O) ont fait leurs preuves avec tellement de succès que les organisations de recherche comme EPRI et d’autres recommandent fortement d’éliminer les éliminateurs d’oxygène dans tous les générateurs de vapeur d’alimentation, à moins que le système d’eau d’alimentation ne contienne des alliages de cuivre.
Certains équipements générateurs de vapeur, y compris les désaérateurs, et, plus particulièrement, les évaporateurs basse pression FFLP HRSG, ont souffert de FAC en deux phases. Le problème survient dans ces récipients, en particulier les FFLP HRSG, car l’ammoniac qui pénètre dans l’évaporateur basse pression clignote avec de la vapeur. Cela laisse des gouttelettes à circulation rapide avec un pH plus faible dans la section supérieure du tambour, ce qui induit la corrosion, d’où le nom de FAC en deux phases. Une méthode qui a émergé pour contrer le FAC biphasique consiste à mélanger une amine alcalinisante avec l’alimentation en ammoniaque, où l’amine reste derrière pour maintenir un pH élevé des gouttelettes d’eau. Un mélange 90/10 d’ammoniac et d’éthanolamine est populaire. Même ce rapport induira une légère augmentation de la conductivité des cations de vapeur et de condensat à partir de la décomposition des amines. Cet effet a parfois causé des difficultés lors de la mise en service de nouvelles unités, où le fabricant de la turbine insiste sur une conductivité de cation ≤ 0,2 μS/cm.
Produits de formation de pellicules
Il a longtemps été reconnu que certains composés peuvent former une barrière protectrice sur les surfaces métalliques et potentiellement minimiser la corrosion. Il y a des décennies, on a tenté de filmer la chimie des amines dans les générateurs de vapeur, un composé commun étant l’octadecylamine (C18H39N, ODA). Le groupe amine se fixe à la surface du métal et la « queue » organique hydrophobe s’étend dans le liquide pour protéger le métal.
Cependant, un mauvais contrôle et un manque de connaissances détaillées ont souvent entraîné des problèmes avec les applications ODA, y compris la formation de « sphéroïdes gélatineux » ou de « balles de fusée », dans la vernaculaire commune, qui encrasse les générateurs de vapeur.
Des substances formant un film d’amine et de non-amine (FFS) plus avancées ont été développées. La plupart de ces produits fonctionnent mieux dans des conditions légèrement basiques, de sorte que l’alimentation en ammoniac ou en amine alcalinisante est toujours nécessaire. Cependant, l’alimentation FFS n’est pas liée au contrôle du pH ou du CO2; la concentration du produit est plutôt basée sur la concentration résiduelle qui protège le mieux les surfaces métalliques. Une surveillance régulière du fer peut être très importante pour évaluer et affiner les programmes. Certains produits provoqueront en fait une dissolution partielle des oxydes de fer lors de l’application initiale, qui peut parfois être faussement supposée être une corrosion majeure.

AMINES QUI FORMENT DES FILMS : TECHNOLOGIE DE TRAITEMENT DE CHAUDIÈRE INNOVANTE POUR L’INDUSTRIE DU RAFFINAGE
Traitement interne de l’eau de chaudière
Alors que les chaudières à vapeur sont devenues courantes pour les applications industrielles d’alimentation et de chauffage et la locomotion ferroviaire dans les années 1800, les explosions de chaudières causées par la surchauffe étaient des occurrences régulières. Les données probantes indiquent clairement que les chaudières fonctionnant avec de l’eau d’appoint adoucie ont moins de défaillances et ont nécessité des nettoyages moins fréquents. Cependant, il était également évident qu’un traitement interne de l’eau de chaudière était nécessaire, en particulier à mesure que les pressions et la taille des chaudières augmentaient, en particulier dans l’industrie de l’énergie.
Au cours de cette phase évolutive d’amélioration de l’eau d’appoint, divers dépôts se sont produits, selon les impuretés présentes. Ces composés comprenaient :
- Carbonate de calcium (CaCO3)
- Sulfate de calcium (CaSO4)
- Hydroxyde de magnésium [Mg(OH)2]
- Silicate de magnésium (MgSiO3)
- Phosphate de magnésium [Mg3(PO4)2],
- Silice (quartz SiO2)
- Oxydes métalliques, notamment le fer, mais aussi le cuivre et, parfois, l’aluminium
- Sels de sodium, y compris le chlorure et le sulfate
- Composés carbonacés
Deux des réactions de formation de tartre les plus courantes sont présentées ci-dessous.
Ca2+ + 2HCO3– → CaCO3↓ + CO2 + H2O | Éq. 4-7
Mg2+ (ou Ca2+) + SiO3-2 → CaSiO3↓ (ou MgSiO3↓) | Éq. 4-8
Ces réactions continuent de plafonner les générateurs de vapeur à l’heure actuelle, en particulier lorsque les systèmes de traitement de l’eau d’appoint fonctionnent mal ou qu’une autre contamination se produit.
Le dépôt réduit le transfert de chaleur, ce qui nécessite un allumage accru du carburant pour produire la vapeur nécessaire. Plus important encore, les dépôts peuvent causer une surchauffe des tubes et une défaillance subséquente. La figure 4.41 illustre les effets de la formation de tartre sur les températures de la paroi du tube.
La composition du tartre influence les propriétés isolantes, comme illustré dans la figure ci-dessous.
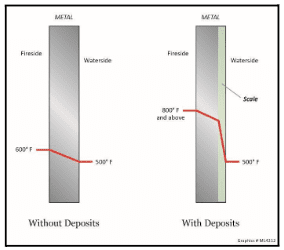
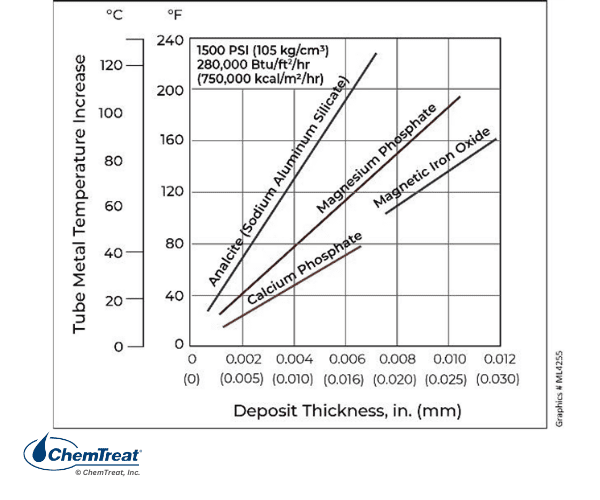
Les températures élevées du tube peuvent également induire un « fluage », où les grains métalliques exposés à des températures élevées à long terme commencent à glisser au fil du temps, entraînant des irrégularités dans la structure métallique. La composition du métal, l’épaisseur de la paroi et d’autres propriétés sont conçues pour la durée de vie prévue de l’unité. Mais la surchauffe causée par la formation de tartre ou d’autres causes peut accélérer le fluage, réduisant ainsi la durée de vie du métal. En outre, ce problème s’aggrave en raison du fait que le dépôt est généralement plus important du côté chaud des tubes. Un dépôt important d’une grave perturbation peut provoquer une surchauffe à court terme et une défaillance rapide.
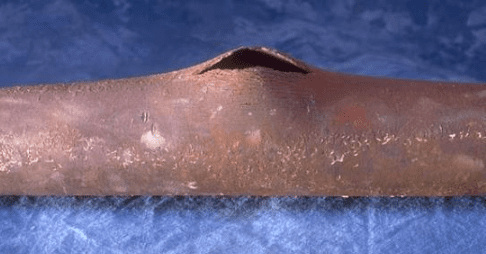
L’annexe 4-3 décrit les températures de fonctionnement maximales des aciers courants des tubes de chaudière et fournit la composition de plusieurs de ces matériaux ainsi que de brèves descriptions des avantages de l’alliage.
Les méthodes de traitement précoces pour combattre la formation de tartre comprenaient le déversement de pelures de pommes de terre ou de sciure de bois dans la chaudière, car certains composés organiques, c.-à-d. les tanins et les lignines, dans ces matériaux naturels séquestrent les ions de dureté. D’autres méthodes de traitement scientifiques ont évolué et seront examinées plus loin dans ce chapitre.
Les facteurs mécaniques qui peuvent influencer le fluage et d’autres propriétés métalliques comprennent :
- Faire fonctionner la chaudière au-dessus de la capacité maximale normale.
- Vitesses de rampe excessives lors de l’augmentation de la charge de la chaudière.
- Entrée de chaleur excessive dans les zones localisées. Les brûleurs mal alignés sont une cause principale.
- Débit déséquilibré ou restreint dans certains tubes.
Contrôle du pH
L’autre problème principal, alors et maintenant, est de maintenir un pH de base dans l’eau de la chaudière. Le fer est un métal amphotérique, ce qui signifie que les taux de corrosion augmentent à la fois à pH bas et élevé.
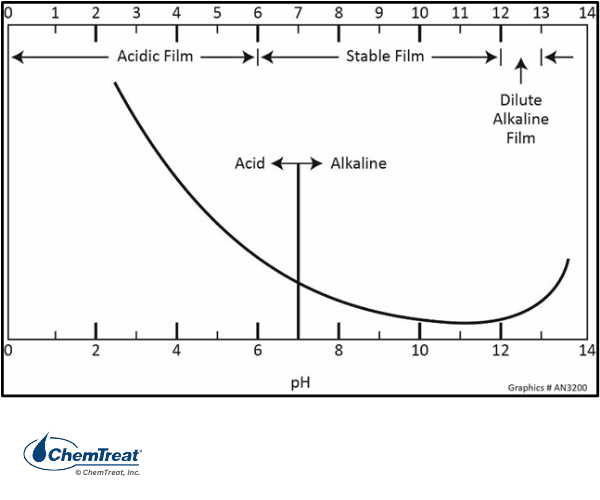
Dans les années 1930, le traitement de l’eau de chaudière au phosphate trisodique (Na3PO4) a évolué pour générer des conditions alcalines et minimiser la corrosion générale, comme indiqué dans la figure ci-dessus.
Na3PO4 + H2O �. stupéfiant Na2HPO4 + NaOH | Éq. 4-9
Nous reviendrons bientôt à cette chimie. La deuxième fonction majeure du phosphate est d’atténuer les effets des fuites de contaminants qui, dès les premiers jours (et parfois même maintenant, en particulier dans les générateurs de vapeur industriels), proviennent souvent d’un mauvais traitement de l’eau d’appoint qui a permis à la dureté d’entrer dans la chaudière et de former les dépôts tenaces représentés dans les équations 4-7 et 4-8. Le phosphate réagit directement avec le calcium pour produire de l’hydroxyapatite de calcium :
10Ca+2 + 6PO4-3 + 2OH– → 3Ca3(PO4)2•Ca(OH)2↓| Éq. 4-10
Le magnésium et la silice réagissent avec l’alcalinité de l’hydroxyde produite par le phosphate pour former la serpentine de boue non adhérente :
3Mg+2 + 2SiO3– + 2OH– → 3MgO•2SiO2•2H2O↓ | Éq. 4-11
L’hydroxyapatite de calcium et la serpentine sont beaucoup plus faciles à éliminer que le tartre dur qui se formerait autrement. Ces boues se déposent généralement dans le tambour de boue ou dans les collecteurs inférieurs à partir desquels elles sont extraites par purge.
Dans les premières chaudières à basse pression, une plage de concentration commune de phosphate était de 20 à 40 ppm. Cependant, à mesure que la technologie avançait et que les pressions des chaudières augmentaient, le gougeage caustique et le fracturation sont devenus problématiques.
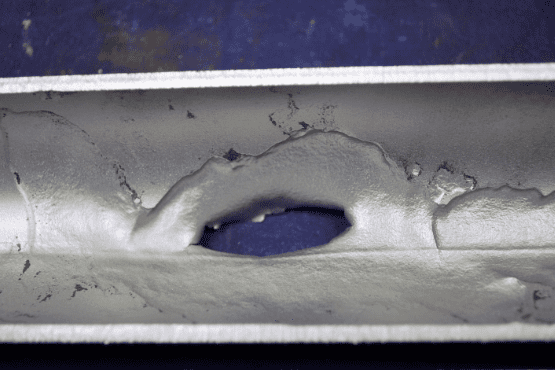
Ces défaillances se produisent généralement sous les dépôts de tubes de chaudière.
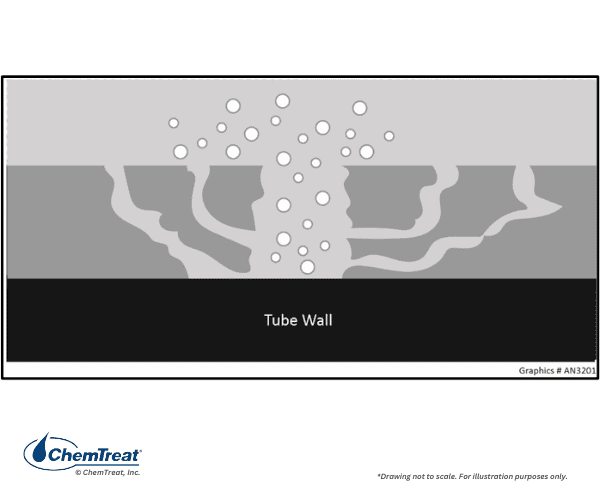
L’eau pénètre le dépôt par divers canaux. Lorsque l’eau approche de la surface du tube, les températures augmentent. L’eau bouillit, laissant d’autres espèces derrière elle. Ce phénomène est connu sous le nom de mèche bouillante. L’hydroxyde de sodium est une espèce qui peut demeurer, et les concentrations peuvent atteindre plusieurs fois des niveaux dans l’eau de chaudière en vrac. Le NaOH concentré attaque le métal de la chaudière et le film protecteur de magnétite par les réactions suivantes :
Fe + 2NaOH → Na2FeO2 + H2↑| Éq. 4-12
Fe3O4 + 4NaOH → 2NaFeO2 + Na2FeO2 + 2H2O | Éq. 4-13
Donc, pour les chaudières à haute pression en particulier, des programmes de traitement de l’eau « améliorés » ont émergé pour mettre l’ordre à la corrosion et au contrôle des dépôts. Malheureusement, certaines des modifications étaient moins qu’idéales, comme nous le verrons.
L’évolution du traitement de l’eau de la chaudière électrique
Cette section met l’accent sur l’évolution du traitement de l’eau pour les chaudières haute pression (> 900 psi) utilisées pour la production d’énergie. Dans une large mesure, la chimie de la chaudière d’alimentation, après quelques torsions et virages, s’est réglée. En partie, cela est dû au développement de systèmes d’appoint fiables de haute pureté, et parce que l’échappement de turbine à vapeur est généralement la seule source de condensat retourné. Cette discussion constitue également un bon préparatif aux méthodes de traitement pour les générateurs de vapeur industriels à basse pression.
Comme la technologie de production de vapeur à haute pression pour produire de l’électricité a évolué au cours du siècle dernier, les méthodes de production d’un maquillage de haute pureté l’ont fait, comme nous l’avons noté. Les méthodes améliorées comprenaient la déminéralisation par échange d’ions, qui s’est depuis transformée en filtration par osmose inverse en combinaison avec le polissage par échange d’ions. Les systèmes modernes peuvent produire un maquillage exceptionnellement propre afin de respecter les directives suivantes.
- Sodium : ≤ 2 ppb
- Silice : ≤ 10 ppb
- Conductivité spécifique : ≤ 0,1 μS/cm
Les générateurs de vapeur des services publics sont (habituellement) des systèmes presque fermés avec des exigences d’appoint modestes. Si la pénétration de contaminants était impossible, les programmes de traitement internes seraient relativement simples. Malheureusement, ce n’est pas toujours le cas. Le plus notable est le potentiel d’infiltration d’impuretés d’un ou de plusieurs tubes d’un condenseur de vapeur refroidi à l’eau. Le chapitre 7 fournit des détails sur la chimie et les applications de l’eau de refroidissement, mais comme point d’accent ici, l’eau de refroidissement d’un lac ou d’une rivière contient généralement plusieurs centaines de ppm de cations et d’anions, principalement du calcium, du sodium, du magnésium, du bicarbonate, du chlorure, de la silice et du sulfate, ainsi que d’autres impuretés, y compris les solides en suspension. Les concentrations se multiplient si l’eau « remonte » dans une tour de refroidissement. Une fuite du tube du condenseur introduit ces contaminants directement dans le condensat de haute pureté.
De nombreuses réactions sont possibles si les impuretés atteignent la chaudière, comme l’ont montré les équations précédentes. Cependant, dans de nombreux cas, le problème le plus problématique est représenté par l’équation suivante.
MgCl2 + 2H2O → Mg(OH)2↓ + 2HCl| Éq. 4-14
Un produit de cette réaction est l’acide chlorhydrique (HCl). Bien que le HCl puisse causer une corrosion générale en soi, le composé se concentrera sous les dépôts où la réaction de l’acide avec le fer génère de l’hydrogène, ce qui, à son tour, peut entraîner des dommages à l’hydrogène des tubes. Dans ce mécanisme, l’hydrogène atomique pénètre dans la paroi métallique, puis réagit avec les atomes de carbone dans l’acier pour générer du méthane (CH4) :
4H + Fe3C → 3Fe + CH4↑| Éq. 4-15
La formation de molécules gazeuses de méthane et d’hydrogène provoque la fissuration de l’acier, ce qui affaiblit grandement sa force. Les dommages causés par l’hydrogène sont très gênants, car ils ne peuvent pas être facilement détectés. Une fois que l’hydrogène a été endommagé, le personnel de l’usine peut remplacer les tubes uniquement pour découvrir que les autres tubes continuent à se rompre.
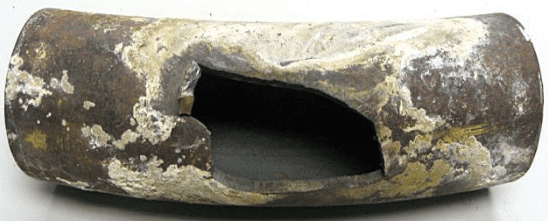
Le potentiel d’infiltration d’impuretés et de formation d’acide comme illustré dans l’équation 4-14 nécessite une alcalinité neutralisante dans les chaudières à tambour pour atténuer les attaques acides et les dommages causés par l’hydrogène. Comme nous l’avons mentionné ci-dessous, les programmes de phosphate ont évolué pour servir cet objectif, mais aussi pour protéger contre les dommages caustiques. La chimie a évolué au fil des décennies.
Étonnamment, compte tenu de la discussion sur l’attaque caustique ci-dessus, un autre programme qui a été adopté dans certaines installations est le remplacement du phosphate par du phosphate caustique. Une telle chimie nécessite une planification minutieuse.

LES DÉFIS DU TRAITEMENT D’EAU DE CHAUDIÈRE INDUSTRIELLE
Évolution du traitement au phosphate
Comme nous l’avons noté, les premiers programmes de phosphate avec des concentrations élevées de phosphate ont induit une entaille caustique dans les tubes de chaudière. Par conséquent, les chimistes ont commencé à raffiner le traitement au phosphate pour prévenir les attaques caustiques. L’un des principaux programmes qui ont découlé de cet effort était le traitement coordonné au phosphate. Comme le montre sa formule chimique, le rapport molaire sodium/phosphate dans le phosphate trisodique est de 3 pour 1. Dans un programme de phosphate coordonné, une quantité suffisante de phosphate disodique est ajoutée pour maintenir un rapport Na/PO4 entre 2,8 et 2,2 à 1. Le Na2HPO4 supplémentaire déplace l’équilibre de l’équation 4-9, illustrée à nouveau ci-dessous, vers la gauche, ce qui réduit la concentration de caustique libre.
Na3PO4 + H2O � sygna2HPO4 + NaOH | Répétition de l’Éq. 4-9
Bien que le traitement coordonné ait été un raffinement important des programmes de phosphate, l’évolution ne s’est pas arrêtée là. Les chercheurs ont découvert un aspect très important des phosphates de sodium; ils sont inversement solubles à des températures supérieures à environ 250 °F, et au-delà de cette température, ils commenceront à précipiter (masquer) sur les parois des tubes de chaudière.
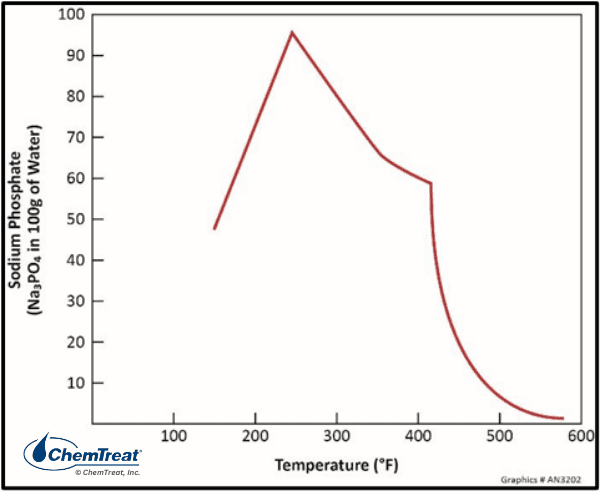
Figure 4.47. Solubilité du phosphate trisodique en fonction de la température.
Aux températures typiques (600 °F ou plus) des générateurs de vapeur haute pression modernes, les phosphates de sodium ne sont que légèrement solubles et la plupart des précipités chimiques sur les composants internes de la chaudière. D’autres recherches ont indiqué que les précipités des programmes coordonnés contenaient généralement un rapport sodium-phosphate inférieur à celui de l’eau de chaudière en vrac, ce qui a influencé la chimie, comme nous le verrons. Ces découvertes ont déclenché une modification du traitement coordonné au traitement congruent selon des données probantes suggérant que le rapport Na :PO4 des dépôts de phosphate se situait entre 2,3 et 2,6 pour 1. Ce rapport a été sélectionné pour les nouvelles lignes directrices de traitement, de sorte que tout phosphate qui est sorti de la solution précipiterait « congruemment » et n’affecterait pas la chimie.
Alors que les capacités de chimie analytique s’amélioraient et que les chimistes des services publics commençaient à suivre la chimie de plus près, les données ont clairement montré que les concentrations de phosphate d’eau en vrac à pleine charge chuteraient souvent bien en dessous de 1 ppm, en particulier dans les chaudières fonctionnant à 2 000 psi et plus. Le masquage épuise l’eau de la chaudière du produit chimique conçu pour contrôler l’entartrage et la corrosion.
Les chercheurs ont également découvert que les composés de phosphate précipitaient souvent de façon incongruente, avec des rapports molaires sodium-phosphate de dépôt de 2 pour 1 ou même plus bas. Le masquage peut être à son pire dans une unité cyclable. Envisagez une chaudière à faible charge avec un traitement au phosphate. Lorsque la charge est élevée et que les flux de chaleur augmentent, le dépôt de phosphate de sodium augmente. En raison de précipitations incongruentes, le rapport Na :PO4 du phosphate restant dans la solution augmente, augmentant ainsi le pH de l’eau en vrac. Le chimiste peut ensuite ajouter un mélange di/trisodique pour augmenter la concentration de phosphate et abaisser le pH, mais ce phosphate se cache également. Lorsque la charge du chauffe-eau est réduite, la situation s’inverse et le phosphate précipité se dissout à nouveau. Dans ce cas, cependant, les dépôts de phosphate de sodium, qui ont un faible rapport Na :PO4, entraînent la baisse du pH à mesure qu’ils retournent dans la solution. Le traitement coordonné ou congruent au phosphate peut être impossible à contrôler dans les chaudières qui présentent un masquage.
Des recherches ont également montré que les dépôts à faible rapport sodium-phosphate induisent un phénomène connu sous le nom de corrosion par phosphate acide, qui attaque directement le métal de la chaudière. Ce mécanisme est maintenant soupçonné d’être responsable de nombreux dommages au tube de chaudière qui auraient été causés par une attaque caustique. Les analyses indiquent que les phosphates de sodium forment un complexe sodium-fer-phosphate avec la couche de magnétite, comme un composé connu sous le nom de maracite.
Selon ces découvertes, la liste suivante décrit les lignes directrices importantes pour le traitement du phosphate telles que compilées par une grande organisation internationale associée à l’industrie de l’énergie. Il y a moins de consensus parmi d’autres industries comme l’ammoniac, les raffineries, l’éthylène et d’autres usines pétrochimiques. Certains de ces autres secteurs continuent de mener des programmes congruents.
- Le phosphate trisodique est la seule espèce de phosphate recommandée. Cela réduit le risque de dépôt de phosphate acide. Cependant, la concentration de caustique libre ne doit pas dépasser 1 ppm pour minimiser le potentiel de corrosion caustique sous-dépôt. Des programmes informatiques sont disponibles, y compris sous forme de feuille de calcul, pour optimiser la chimie du phosphate d’eau de chaudière et réduire les risques de phosphate acide ou de corrosion caustique.
- Plage de concentration recommandée de TSP de 0,3 à 2,4 ppm. La plage est basse pour minimiser le masquage, mais certains résidus sont nécessaires en cas de fuite du tube du condenseur ou d’autres contaminants. Étant donné que les systèmes de traitement de l’eau d’appoint produisent de l’eau de haute pureté, la principale fonction du TSP dans la chaudière est le contrôle du pH, et même une légère concentration le fera. Les plages de pH recommandées varient légèrement selon la conception de la chaudière, mais elles se situent généralement dans une plage de 9,2 à 9,8.
- Étant donné que la faible concentration de phosphate offre une protection limitée contre une fuite du tube du condenseur, l’appareil doit être mis hors ligne lorsqu’un dérangement est détecté et que l’état du dérangement est corrigé.
Le problème de masquage du phosphate a conduit au développement d’une alimentation caustique droite comme traitement alternatif pour les unités de barils à haute pression. Cependant, une surveillance et un contrôle très minutieux de cette chimie sont nécessaires pour prévenir une attaque caustique sous-dépôt. Comme dans les conditions décrites dans la puce 1 ci-dessus, la concentration d’hydroxyde de sodium libre dans les programmes caustiques droits doit être limitée à 1 ppm pour protéger l’intérieur de la chaudière.
Méthodes de traitement internes pour les générateurs de vapeur industriels
Bien que les générateurs de vapeur industriels fonctionnent généralement à des pressions et des températures inférieures à celles des chaudières utilitaires, le choix du traitement interne peut souvent être plus complexe. Un facteur influençant concerne la pureté de l’eau d’appoint, et un exemple commun provient des unités dans lesquelles l’adoucissement du sodium est la principale méthode de traitement d’appoint sans équipement supplémentaire pour l’élimination de l’alcalinité. Les chaudières à basse et moyenne pression n’ont souvent besoin que de l’alcalinité présente dans l’eau d’alimentation pour fournir la base nécessaire à la chimie interne. Parfois, cependant, une alcalinité supplémentaire peut être nécessaire. Deux générateurs d’alcalinité courants sont l’hydroxyde de sodium et l’hydroxyde de potassium (KOH) pour les chaudières < 600 psi. Ces alcalis sont souvent mélangés dans des formulations chimiques d’eau de chaudière à des concentrations appropriées pour les pressions ciblées de chaudière. L’hydroxyde de potassium est parfois sélectionné en raison des propriétés de mélange favorables. L’hydroxyde de potassium a également un point de congélation inférieur à celui de l’hydroxyde de sodium à des concentrations commerciales. La sécurité est une préoccupation importante lors de la manipulation de ces produits chimiques, surtout s’ils sont alimentés séparément et non mélangés à d’autres produits chimiques de traitement.
Des traitements supplémentaires sont souvent nécessaires pour prévenir la formation de tartre ou l’encrassement par les impuretés. Un résumé de l’évolution du traitement et des facteurs d’influence est présenté ci-dessous.
- Les pressions de la chaudière sont passées de 10 à 20 psi au milieu des années 1800 à 200 psi et plus dans les années 1920.
- Des brevets ont été délivrés en 1857 pour les lignines et les tanins comme traitements de chaudière, en 1863 pour le phosphate disodique et en 1887 pour le phosphate trisodique.
- Les phosphates sont devenus largement acceptés dans les années 1930 en remplacement de programmes antérieurs moins scientifiques.
- Les combinaisons phosphate/polymère sont apparues dans les années 1950, l'un des composants clés étant les dispersants d'acrylate qui ont réduit la production de boues.
- Les chélants ont été utilisés dans les années 1960 et ont souvent été combinés à des dispersants d'acrylate tels que PAA (acide polyacrylique) ou AMPS (acide 2-acrylamido-2-méthylpropane sulfonique). Il s’agissait de programmes de solubilisation qui pouvaient fournir des chaudières très propres, mais les chélateurs peuvent induire une corrosion importante s’ils ne sont pas appliqués correctement.
- Les programmes entièrement polymères sont devenus populaires pour de nombreuses applications. Ils peuvent également causer la corrosion sans un contrôle minutieux, mais sont moins susceptibles d’induire la corrosion que les chélateurs.
La discussion suivante décrit plus en détail la progression des programmes de traitement et donne des indices sur la planification minutieuse nécessaire lors de la sélection d’un programme.
Programmes de traitement par carbonate
Une méthode de traitement précoce pour les générateurs de vapeur, en particulier pour les unités avec des concentrations élevées de dureté de l’eau d’alimentation (> 60 ppm de calcium), les programmes de carbonate ont en fait induit des précipitations. Ces programmes ont été presque entièrement remplacés par une chimie plus avancée, mais peuvent encore être trouvés à l’occasion. Les sites d’extraction de minéraux ou de pétrole éloignés (souvent temporaires) ont parfois des chaudières sans traitement d’eau d’appoint, de sorte que des dépôts se produisent par force.
Les programmes inducteurs de dépôts précipitent préférentiellement le calcium sous forme de carbonate de calcium et le magnésium sous forme d’hydroxyde de magnésium ou de silicate de magnésium. Le tartre de sulfate de calcium peut être minimisé en fournissant suffisamment de soda (Na2CO3) pour réagir avec tout sulfate de calcium entrant dans la chaudière par l’appoint.
CaSO4 + Na2CO3 → CaCO3↓ + Na2SO4 | Éq. 4-16
Plus tard, on a appris que le phosphate aide les réactions préférentielles de précipitation.
Avantages et inconvénients des programmes de précipitation
| Avantages | Inconvénients |
|---|---|
| 1. Convient aux chaudières avec une dureté d’eau d’alimentation extrêmement élevée (> 60 ppm). | 1. Les cycles de concentration des TDS et des TSS sont limités dans la chaudière. |
| 2. Pression limitée à 450 psi. | 2. Des nettoyages (descalage) seront probablement nécessaires. |
Programmes de phosphate et de phosphate-polymère
Les applications de phosphates pour le traitement de l’eau de chaudière à haute pression ont été décrites plus tôt, mais elles peuvent être encore plus importantes pour les chaudières à basse pression, en particulier si la dureté est présente. Comme nous l’avons mentionné, le phosphate et l’alcalinité produits par sa réaction avec l’eau réagiront, avec une chimie correcte, avec la dureté pour générer des précipités de calcium et de magnésium relativement non adhérents qui partent dans la purge de la chaudière.
Les donneurs de phosphate pour ces programmes sont généralement soit des composés de l’orthophosphate ion PO4-3, générés à partir de phosphate trisodique et disodique, soit peut-être un polyphosphate comme l’hexamétaphosphate de sodium ou le tripolyphosphate de sodium cristallin/pyrophosphate de tétrasodium. Ces derniers composés se décomposent en orthophosphate dans la chaudière.
Les programmes modernes de phosphate pour les chaudières industrielles comprennent souvent des agents de conditionnement des polymères, développés pour la première fois dans les années 1950 et 1960, pour améliorer l’élimination des dépôts par purge de chaudière. Les polymères fonctionnent en modifiant la structure cristalline et en augmentant la solubilité des composés qui précipitent le traitement au phosphate. Des détails supplémentaires sur ces polymères sont fournis dans la section suivante. Un aspect très important de certains polymères est leur capacité à maintenir les produits de corrosion à l’oxyde de fer en suspension, qui peuvent ensuite être éliminés par purge. Comme mentionné précédemment, un problème qui touche souvent les chaudières industrielles, et parfois les chaudières des services publics, est le transport de produits de retour de condensat et de corrosion de l’eau d’alimentation, généralement des oxydes de fer, vers la chaudière, avec un dépôt subséquent sur les intérieurs de la chaudière.
La surveillance et le contrôle des concentrations résiduelles d’eau d’alimentation en phosphate et d’eau de chaudière sont simples grâce à l’instrumentation continue en ligne et à l’instrumentation d’échantillon de prise. Les analyses d’échantillons d’échantillons pour les concentrations de phosphate filtrées et non filtrées peuvent aider au dépannage de la chimie dans des conditions troublantes. Des méthodes analytiques sont également disponibles pour surveiller les concentrations d’additifs polymériques.
L’alimentation d’une formulation de phosphate/polymère en amont de la chaudière, peut-être même jusqu’au réservoir de stockage du dégazeur, maximisera le temps de réaction. Cependant, cet arrangement n’est pas acceptable si un courant d’eau d’alimentation est utilisé pour la chauffe-eau. L’injection de composés non volatils directement dans la vapeur peut endommager les surchauffeurs et les turbines.
Avantages et inconvénients des programmes de phosphate/polymère
| Avantages | Inconvénients |
|---|---|
| 1. Bonne performance dans un large éventail de conditions d’eau d’alimentation, bien que tous les programmes fonctionneront plus efficacement si la dureté peut être maintenue à des niveaux bas. | 1. Un dépôt important sur les tubes de chaudière peut permettre la concentration d’espèces acides ou alcalines qui causent la corrosion. |
| 2. Le phosphate peut servir sur une large plage de pressions allant des unités utilitaires à très basse à haute pression. | 2. Aux températures des chaudières utilitaires, le masquage du phosphate devient un problème distinct. |
| 3. Surveillance et contrôle simples. | 3. La génération de précipités nécessite une bonne gestion de la purge. |
| 4. Peut mieux gérer les fluctuations de dureté que la chimie ou les chélateurs entièrement polymères. | 4. Dans les unités à haute pression où la séparation vapeur-humidité devient moins efficace, certains phosphates peuvent se reporter à la vapeur et former des dépôts lâches dans les coudes en U du surchauffeur et du réchauffeur. Ces dépôts peuvent causer une surchauffe du tube. |
| 5. Approuvé par la FDA/USDA. |
Programmes tout-polymère
Les programmes entièrement en polymère ont été développés il y a plusieurs décennies dans le but de maintenir la propreté des tubes de chaudière de la même manière que les programmes de chélateur, mais sans le potentiel de corrosion chélateur. Ils sont généralement conçus pour les systèmes avec une faible dureté d’eau d’alimentation (< 1,0 ppm de calcium) et une plage de pression < 900. Comme le nom « tout polymère » l’indique, la chimie ne contient aucun phosphate inorganique ni aucun autre alcali. Des programmes bien conçus ont offert des performances exceptionnelles avec un risque de corrosion réduit. Le contrôle réussi des dépôts implique plusieurs mécanismes interreliés, y compris la séquestration; la dispersion pour garder les précipités de très petite taille et suspendus dans l’eau de la chaudière; et la modification du cristal qui modifie la structure cristalline normale et empêche la formation de liens de cristal solides sur les surfaces métalliques.
Ces polymères ont généralement un ou plusieurs des trois groupes actifs attachés à l’épine dorsale du polymère : les carboxylates (R-COO–), les sulfonates (R-SO3–) ou une espèce non ionique comme l’amide, qui contient une molécule d’oxygène et d’amine. Les composés spécifiques comprennent le polyacrylate (PA), l'acide polyacrylique (PAA), l'acide acrylique/acide méthylpropane sulfonique acrylique (AA/AMPS), le polyméthacrylate (PMA) et le polyacrylamide (PAM). Certains additifs courants de ces formulations comprennent les phosphates organiques comme l’acide hydroxyéthylidène diphosphonique (HEDP) et un composé plus récent, l’acide polyisopropényl phosphonique (PIPPA). PIPPA sert de dispersant de fer à des pressions allant jusqu’à 1 800 psi.
La formulation correcte variera en fonction de la pureté de l’eau d’appoint, de la pression de la chaudière et des caractéristiques de fonctionnement, de la chimie du retour de condensat et d’autres variables. Les polymères qui fonctionnent bien pour les systèmes avec du maquillage adouci par le sodium doivent être soigneusement contrôlés pour les chaudières avec du maquillage de haute pureté et un retour de condensat. Bien que le risque de corrosion de ces composés par rapport aux agents chélateurs soit grandement réduit, une certaine corrosion peut toujours être possible, en particulier dans les eaux de pureté supérieure où la suralimentation pourrait attaquer le métal de base.
Les produits de décomposition des dispersants polymériques vont du CO2 à l’ammoniac en passant par les acides organiques à chaîne courte.
Avantages et inconvénients de tous les programmes de polymères
| Avantages | Inconvénients |
|---|---|
| 1. Bonne performance dans un large éventail de conditions d’eau d’alimentation et de pressions de chaudière. | 1. Les exigences d’alcalinité augmentent le potentiel d’attaque caustique dans les systèmes à haute pression. |
| 2. Surveillance et contrôle simples. | 2. La génération de précipités nécessite une gestion minutieuse des purges |
| 3. Approuvé par la FDA/USDA. | |
| 4. Transporter des résidus plus élevés non corrosifs dans des conditions d’eau d’alimentation non perturbée |
Programmes Chelant
La chimie de Chelant pour le traitement des générateurs de vapeur est devenue un peu populaire dans les années 1960, mais ces programmes sont rares aujourd’hui, les méthodes de traitement du phosphate et des polymères étant plus courantes.
L’étude des chélateurs peut impliquer une analyse approfondie de la chimie inorganique, mais d’un point de vue pratique, chaque molécule de chélateur se lie généralement à un ion métallique par quatre ou six sites réactifs sur le chélateur. Ces liaisons peuvent être très fortes, empêchant les ions métalliques de subir d’autres réactions telles que la formation de tartre dans le liquide.
L’acide éthylène-diamine-tétraacétique (EDTA) est de loin le chélateur le plus connu et a été utilisé dans une variété d’applications, y compris dans l’industrie de la santé pour traiter les personnes souffrant d’empoisonnement au plomb.
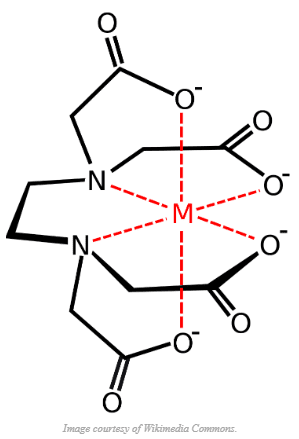
L’acide nitrilotriacétique (NTA) est une solution de rechange, mais il est rarement utilisé. L’EDTA exige 3,8 ppm par 1 ppm de dureté, est stable à 400 psi et a l’approbation complète de la FDA pour ces types d’applications.
L’ordre d’affinité EDTA pour les cations est : Fe+3 → Cu+1/Cu+2 → Fe+2 → Ca+2 → Mg+2. Ainsi, le composé peut séquestrer efficacement le fer qui pénètre dans la chaudière.
Les chélants doivent être injectés en continu dans l’eau d’alimentation à travers un fourreau en acier inoxydable, généralement en aval des pompes d’eau d’alimentation pour protéger les pompes. Une dégazage rigoureux de l’eau d’alimentation est nécessaire, car la combinaison d’oxygène et de chélant pourrait causer une corrosion grave de la tuyauterie d’eau d’alimentation, des échangeurs de chaleur et d’autres équipements.
Le contrôle de la chimie des chélateurs est plus difficile que la chimie du phosphate ou du phosphate/polymère. Les concentrations d’EDTA ou de NTA sont généralement maintenues bien en dessous de 20 ppm dans l’eau de la chaudière et généralement dans la plage de 3 à 6 ppm, car autrement la corrosion pourrait être problématique, en particulier aux extrémités des tubes roulés dans les tambours de la chaudière.
Des procédures de test de la concentration des chélateurs sont disponibles, mais elles ont une mauvaise reproductibilité et sont difficiles à exécuter. Des calculs d’équilibrage de masse peuvent être nécessaires pour déterminer avec précision les débits d’alimentation. Il est également important de maintenir des concentrations d’alcalinité appropriées dans l’eau de la chaudière. Le personnel de ChemTreat peut fournir des directives pour les applications individuelles.

LA RAFFINERIE ÉCONOMISE 238 000 $ PAR ANNÉE AVEC TITAN360®
Mise en marche de la chaudière
Chaque fois qu’une unité est hors ligne, l’air peut pénétrer même dans les plus petites ouvertures du réseau d’eau/vapeur, en particulier lorsque l’unité refroidit et que le volume d’eau diminue. L’oxygène peut alors attaquer des zones localisées et endommager gravement les tuyaux, les tuyaux et les autres composants. Les problèmes les plus problématiques comprennent :
- Piquage de l’acier au carbone (et des alliages de cuivre dans les unités où ils existent encore) dans le système d’eau d’alimentation, la chaudière et les circuits de surchauffeur/réchauffeur.
- Fatigue de corrosion accrue (CF) et fissuration de corrosion sous contrainte (SCC) dans les circuits de chaudière, qui sont souvent initiés par piqûre.
- Le transfert des produits de corrosion à la chaudière, où le dépôt, en particulier des oxydes de fer poreux, peut entraîner une corrosion sous-dépôt (UDC) pendant le fonctionnement de l’unité.
- Piquage des lames de turbine dans les dernières étapes à basse pression où se produit le dépôt de sel. Les piqûres ici mènent également à la FK et à la SCC.
Comme l’indique cette liste, une protection appropriée contre la corrosion couvre l’ensemble du système de génération de vapeur, pas seulement la chaudière. La référence 16 fournit un résumé succinct des besoins de mise en place :
Les stratégies de protection doivent tenir compte des facteurs propres au site, des exigences opérationnelles et de la conception de l’unité. Une transition harmonieuse du service à l’arrêt, à la période de mise hors service ou de mise en service et au démarrage subséquent de l’unité doit être prise en compte dans la stratégie. Un entreposage adéquat de tous les principaux composants ou systèmes doit être intégré à une procédure de mise en place complète de l’unité. Les périodes d’arrêt et d’attente doivent être considérées comme une continuation des bonnes pratiques de chimie de l’eau utilisées pendant le fonctionnement. L’objectif principal de la chimie du cycle est de fournir des surfaces protectrices en oxyde sur tous les composants à travers les circuits de vapeur et d’eau afin de minimiser la corrosion et de réduire les dépôts de concentration et de limitation de la performance sur les surfaces de transfert de chaleur et aérodynamiques.
Un extrait clé du devis ci-dessus est « les exigences opérationnelles ». Au cours de la majeure partie du siècle dernier, l’exploitation à charge de base de grandes centrales électriques au charbon était la norme. Aujourd’hui, au 21e siècle, avec l’expansion importante de l’énergie renouvelable, la plupart des usines à combustibles fossiles, qu’elles soient encore des unités de charbon ou des générateurs d’énergie à cycle combiné, fonctionnent en mode cycle, avec des démarrages et des arrêts fréquents. Cet aspect joue un rôle important dans la sélection des techniques de mise en place.
Les facteurs de mise en disponibilité importants comprennent :
- Type et durée de la panne
- Panne courte à intermédiaire par fluctuations de charge
- Panne forcée en raison d’un problème d’équipement comme une défaillance du tube de chaudière
- Panne de maintenance planifiée
- Entreposage à long terme
- Délai prévu avant le démarrage
- Métallurgie et équipement présents dans la chaudière et les circuits de condensat/eau d’alimentation
- Risque de gel
- Conditions atmosphériques locales (c.-à-d. humidité relative) et risque de formation d’acide sur le côté du feu de la chaudière.
- La capacité (et le désir) du personnel de l’usine d’installer un système de couverture d’azote ou d’utiliser de l’air déshumidifié pour la mise en place à sec.
Choisir la bonne méthode de mise en place
Voici un ensemble commun de critères pour la durée de la panne :
- À court terme : Une nuit ou peut-être plus d’une fin de semaine
- À moyen terme : Plus d’une fin de semaine à environ une semaine
- À long terme : Quelques semaines à quelques mois
Les méthodes humides sont souvent sélectionnées pour les mises en ligne courtes et intermédiaires, car le générateur de vapeur doit être disponible pour un retour rapide au service. Dans la mesure du possible, et cela s’applique particulièrement aux pannes de courte durée pendant la nuit, maintenir la chaleur dans l’unité en gardant les circuits scellés minimisera l’entrée d’air. Un terme commun est « embouteillage » de l’unité. Si possible, un vide doit être maintenu du côté vapeur du condenseur pour éviter que l'air ambiant ne s'infiltre dans le condenseur et surtout dans la turbine à basse pression. Pour les pannes qui durent plusieurs jours, des méthodes supplémentaires sont nécessaires pour protéger l’appareil, mais l’ont à portée de main pour un démarrage rapide. Dans certaines usines avec plusieurs générateurs de vapeur, il peut être possible d’importer de la vapeur d’une unité d’exploitation pour garder le générateur de vapeur au chaud. Ou l’usine peut avoir une chaudière auxiliaire pour fournir de la vapeur de chauffage. Les emplacements d’attache de vapeur courants comprennent le tambour de la chaudière et les évents du dégazeur. Pour les unités conventionnelles, les évents du chauffe-eau d’alimentation sont une autre option.
En ce qui concerne les mises en service humides des unités utilitaires, rappelez-vous la discussion précédente sur la chimie opérationnelle de l’AVT(R) et de l’AVT(O) plus tôt dans ce chapitre. AVT(R), qui est nécessaire pour les systèmes d’eau d’alimentation de métallurgie mixte, utilise une combinaison d’ammoniac et d’agent réducteur/éliminateur d’oxygène. Pour les systèmes de toute métallurgie ferreuse, l’AVT(O), qui exclut l’agent réducteur, est le choix recommandé. Une recommandation générale pour les unités de l’une ou l’autre de ces chimies opérationnelles est la suivante :
Gardez le potentiel d’oxydation chimique de l’eau dans le cycle même dans toutes les conditions de fonctionnement. Ce principe fait référence non seulement à l’exclusion de l’air, mais aussi au maintien des résidus chimiques qui existent pendant le fonctionnement. Si des agents réducteurs (comme l’hydrazine) sont utilisés pendant le fonctionnement normal, ils doivent être utilisés pendant la mise en place. Si ce n’est pas le cas, ils ne doivent pas être introduits uniquement pour la mise à pied (à moins que des circonstances atténuantes ne existent qui devraient être examinées).
Quelles sont ces circonstances atténuantes? Ils impliquent l’acceptation ou le rejet d’une méthode de protection fortement recommandée, mais souvent non adaptée par la direction de l’usine : bouchon d’azote, aussi appelé couverture.
Couverture d’azote
Comme nous l’avons noté, si le système de vapeur est laissé refroidir avec de l’eau restante, de l’air peut être aspiré, ce qui génère une corrosion localisée et potentiellement très dommageable. L’application d’azote à divers points stratégiques du système générateur de vapeur lorsque la chaudière refroidit à une pression de 5 psig inhibera la fuite d’air et établira une atmosphère inerte. Le tableau suivant, extrait et modifié de la référence 16, fournit un aperçu général du processus d’arrêt et de mise en place humide, tel que développé pour les centrales électriques conventionnelles génératrices de vapeur.
Tableau 4-4 – Procédures de mise en place humide pour les unités conventionnelles avec couverture d’azote
| Étape initiale | Laissez la chaudière refroidir à 5 psig |
| Pendant que la chaudière refroidit à partir de 5 psig, effectuez les étapes suivantes | Juste avant ou pendant l’arrêt, assurez-vous que le pH de la chaudière est > 9,5. Si l’unité est en traitement de l’eau d’alimentation AVT(R), le résidu de l’agent réducteur peut être augmenté. |
| Mettre en place une couverture d’azote sur le dégazeur lorsque la vapeur vers le dégazeur est isolée. | |
| Mettre en place une couverture d’azote sur le côté extérieur des chauffe-eau d’alimentation lorsque la pression vers les chauffe-eau est isolée. | |
| Mettez le réchauffeur sous vide en ouvrant les conduites de vidange du réchauffeur tout en maintenant le vide du condenseur. | |
| Ajoutez de l’azote au réchauffeur pour briser le vide sur le condenseur. (Il est important de ne pas laisser l’air pénétrer dans la turbine LP si le vide doit être brisé.) | |
| Ouvrez l’alimentation en azote du surchauffeur pour remplir la chaudière et le surchauffeur à mesure que la vapeur s’affaisse. | |
| Mettre en place une couverture d’azote sur (ou vidanger et sécher) tout réservoir d’égouttement, condenseur auxiliaire ou autre équipement humide. | |
| Placez des panneaux d’avertissement sur tous les équipements contenant de l’azote et assurez-vous que les procédures de verrouillage et d’étiquetage sont strictement appliquées. |
Le respect de ces directives fournira une protection à l’ensemble de l’unité génératrice de vapeur. La sécurité est essentielle, car même si l’azote n’est pas toxique (notre atmosphère contient 78 % d’azote), le potentiel d’asphyxie rapide est possible en cas d’entrée dans une zone fermée avec une teneur limitée en oxygène.
Les procédures pour le capuchonnage de l’azote des GRH seraient généralement similaires. Une différence notable est que la plupart des générateurs de vapeur à haute pression n’ont pas de chauffe-eau d’alimentation à part un dégazeur, ce qui permet d’éliminer cette étape. Étant donné les arrêts et les démarrages fréquents de nombreuses unités à cycle combiné, le bouchon d’azote peut fournir une excellente protection des GRH pendant les courts délais d’exécution. La référence 17 fournit des détails sur le système de bouchonnage d’azote d’une usine à cycle combiné dans le Midwest. Cette installation dispose d’un générateur d’azote pour la production et l’entreposage du gaz, ce qui protège les deux GRH de l’usine pendant les mises en service humides. Un système de circulation qui peut déplacer le condensat traité et l’eau de la chaudière dans les circuits côté eau des HRSG est également utilisé dans cette installation pour la protection contre la couche humide. Le système de circulation de n’importe quelle unité doit être équipé d’au moins un robinet et d’une valve d’échantillon afin que les échantillons puissent être prélevés régulièrement, par exemple une fois par semaine ou par mois pour évaluer les conditions. Si la concentration chimique du traitement a chuté en dessous d’une limite présélectionnée, des produits chimiques frais doivent être ajoutés.
Dans de nombreuses usines, la direction peut éponger au détriment de l’installation de systèmes de couverture d’azote sans réaliser que la technologie pourrait facilement se payer elle-même si elle est en place. Les préoccupations concernant la sécurité dans les espaces clos tiennent également compte de ces décisions. Pour les unités utilisant la chimie de l’eau d’alimentation AVT(R), une certaine protection reste possible en installant le système de circulation susmentionné pour déplacer l’eau traitée dans les chaudières et les systèmes de condensat/eau d’alimentation. Cela aide à minimiser les sites stagnants qui induisent la corrosion localisée. Le pH est ajusté au-dessus de 9,5 avec de l’ammoniac ou de l’amine alcalinisante, avec une alimentation supplémentaire d’agent réducteur non volatil. La situation devient plus compliquée pour les systèmes AVT(O) sans couverture d’azote, car l’utilisation d’un agent réducteur pendant l’arrêt viole le principe de maintenir le même état d’oxydation avec l’appareil allumé ou éteint.
Mise en place à sec
Lorsqu’une unité est mise hors ligne pendant une période prolongée et sans avoir besoin d’un démarrage rapide, des mises en marche à sec sont généralement recommandées. Si elle est menée correctement, l’une des trois conditions de corrosion est éliminée en éliminant l’humidité libre. Deux méthodes pour empêcher l’air humide de causer de la corrosion pendant une mise en place sèche sont l’alimentation en air chaud et déshumidifié (DHA) de l’unité ou la couverture d’azote où un volume beaucoup plus important d’azote est nécessaire par rapport à une mise en place humide. Cette section se concentre principalement sur les mises en place sèches d’ADH. Les recommandations générales sont décrites dans le tableau 4-5 ci-dessous, extraites et modifiées à nouveau de la référence 16.
Tableau 4-5 – Procédures de mise en place à sec pour les unités conventionnelles avec ADH
| Étape initiale | Laissez le chauffe-eau refroidir à 25 psig. |
| Lorsque la chaudière refroidit à partir de 25 psig, effectuez les étapes suivantes | Vidangez le réservoir de stockage du dégazeur dès que la vapeur vers le dégazeur est isolée. |
| Ouvrez les drains côté coquille d’eau d’alimentation lorsque les réchauffeurs sont chauds. | |
| Mettez le réchauffeur sous vide en ouvrant les conduites de vidange du réchauffeur tout en maintenant le vide du condenseur. | |
| Vidangez complètement le puits chaud du condenseur pendant qu'il est encore chaud. | |
| Faire circuler l'air déshumidifié à travers la turbine LP et hors du puits d'accès. | |
| Vidangez toute la tuyauterie d’eau d’alimentation, les réservoirs d’égouttement et tout autre équipement connexe. | |
| Vidangez la chaudière lorsque la pression atteint 25 psig. De l’air comprimé sec peut être utilisé pour faciliter la vidange. | |
| Introduire le DHA dans la chaudière, le surchauffeur, le désaérateur et l’équipement connexe pour établir une humidité relative < 35 %. |
Un aspect essentiel de ce processus est la vidange de l’équipement pendant qu’il est encore chaud. Cela permet un séchage rapide de la plupart de l’humidité qui autrement resterait dans l’unité et pourrait devenir saturée d’oxygène. Le séchage rapide peut être particulièrement important pour éliminer l’humidité des surchauffeurs non drainables.
Une autre étape critique est la circulation de l’ADH chaud à travers autant de circuits que possible. D'abord et avant tout, il faut vidanger complètement le puits chaud du condenseur et faire circuler l'air chaud dans le condenseur et dans la turbine à basse pression. Même dans les usines ayant d’excellents programmes de chimie de l’eau et de la vapeur, un léger transfert d’impuretés vers la turbine se produit toujours. Ces composés se précipitent sur les dernières rangées de la turbine LP où la première humidité (communément appelée « condensat précoce ») commence à se former avant la décharge de vapeur dans le condenseur. Ces dépôts, principalement du chlorure de sodium et du sulfate, ne posent aucun problème pendant le fonctionnement normal. Cependant, si le condenseur est ouvert et que la turbine est exposée à une atmosphère humide, les dépôts absorberont l'humidité qui, à son tour, pourrait causer des piqûres dans les lames de la turbine et le rotor. Le fonctionnement ultérieur de l’unité peut faire progresser le piqûre dans la fatigue liée à la corrosion et la fissuration due à la corrosion sous contrainte. Ces problèmes sont décrits dans une section ultérieure.
Ayant l’idée de la circulation d’air chaud un peu plus loin, l’EPRI a publié précédemment des directives sur les méthodes de circulation d’air chaud dans l’ensemble du système de génération de vapeur. Un aspect clé de cette méthode est la capacité d’ouvrir les vannes d’arrêt de vapeur principale et de réchauffer. Idéalement, le DHA est introduit au condenseur ou à la turbine LP et circule contre-courant à travers le système de vapeur jusqu’à la chaudière, puis jusqu’au système de condensat/d’eau d’alimentation. La circulation de l’ADH peut également être organisée sur les GRH multi-pressions.
Un ensemble de procédures quelque peu semblables à celles décrites dans le tableau 4-5 ci-dessus peut être développé pour la pose à sec avec couverture d’azote, les premières étapes continuant à sécher rapidement. Cependant, plusieurs facteurs nécessitent une attention particulière. L’un, bien sûr, est la quantité beaucoup plus importante d’azote nécessaire pour remplir un générateur de vapeur vide plutôt que de recouvrir une unité d’eau à des niveaux normaux. La deuxième est la sécurité. Il est évidemment beaucoup plus facile pour le personnel de l’usine d’entrer dans un réservoir qui a déjà été vidangé d’eau. Des avertissements clairs et des procédures de verrouillage/étiquetage doivent être en place. Cependant, pour de nombreuses pannes à long terme comme celles pour l’entretien annuel, la couverture d’azote est impossible en raison du travail requis sur les tubes de chaudière ou de surchauffeur, ou d’autres équipements. La circulation de l’ADH est toujours une option viable dans ces situations.
Les inhibiteurs de corrosion de phase vapeur (VPCI) offrent une autre option potentielle de mise en place. Ces composés volatils se vaporisent d’abord, puis se condensent sur des composants ferreux et non ferreux pour former une liaison de surface solide. La couche monomoléculaire inhibe les réactions de corrosion électrochimique. La capacité de sceller l’équipement dans lequel les VPCI ont été placés est importante pour maximiser la concentration de vapeur et établir une couche protectrice complète. Selon les exigences de pureté du cycle de vapeur, des souffles de vapeur et/ou une purge accrue au démarrage peuvent être nécessaires pour éliminer les composés du cycle. VPCI est une considération très valide pour la mise en place à sec de l’équipement côté eau et côté feu du générateur de vapeur si les composants peuvent être correctement scellés de l’atmosphère.
Traitement chimique pour la mise en place du générateur de vapeur industriel
Comme indiqué ci-dessus, des produits chimiques volatils tels que l’ammoniac ou les amines neutralisantes, et, dans certains cas, des agents réducteurs/éliminateurs d’oxygène, sont requis pour les mises en service de chaudières industrielles et de services publics à haute pression, avec une pression élevée dans ce cas définie comme > 900 psi. La principale raison du traitement chimique volatil, et cela s’applique à la fois à la mise en place et au fonctionnement normal, est que la plupart de ces générateurs de vapeur haute pression utilisent une atténuation directe par pulvérisation du contrôle de la température de vapeur principale et de réchauffage. Il s’agit d’un trajet direct de l’eau d’alimentation à la vapeur, et l’utilisation de composés non volatils pourrait causer des problèmes graves dans les circuits de surchauffeur/réchauffeur et surtout dans les turbines.
Bien que la couverture à l’azote soit une possibilité d’application humide d’unités industrielles, cette méthode est souvent considérée comme trop coûteuse ou laborieuse. Pour les mises en service humides prolongées de chaudières à basse ou moyenne pression sans atténuation directe de la vapeur, il est courant de doser avec du sulfite de sodium (Na2SO3) à une concentration allant jusqu’à 100 ppm pour réagir avec de l’oxygène dissous. Plusieurs possibilités sont possibles pour contrôler le pH. Les amines alcalinisantes décrites plus haut dans ce chapitre sont une option, mais pour les unités sans surchauffeurs, une autre possibilité est l’alcalinité de l’hydroxyde pour maintenir un pH de 11,0. Les données sur la corrosion suggèrent qu’il s’agit d’un bon pH pour minimiser la corrosion de l’acier au carbone dans des conditions ambiantes. Étant donné que le mélange de produits chimiques peut être difficile une fois l’appareil arrêté, l’injection de produits chimiques est généralement recommandée jusqu’à 30 minutes avant l’arrêt. Cela permet un mélange complet des produits chimiques de mise en place. Les niveaux de sulfites doivent d’abord être maintenus à 200 ppm en raison de la demande créée par l’entrée d’air. Une fois l’oxygène dissous consommé, maintenir 100 ppm de sulfite.
Protection contre les incendies
Le côté du feu de la chaudière nécessite également une attention pendant la mise en place. De nombreux carburants contiennent du soufre, qui peut se combiner à l’humidité ambiante et former des acides forts sur les surfaces métalliques. L’objectif principal de la mise en place côté gaz est de maintenir des conditions chaudes et sèches au-dessus du point de rosée ambiant. Cela peut être réalisé avec des appareils de chauffage portatifs pour garder l’appareil au chaud et en scellant la cheminée d’échappement pour empêcher l’eau de pluie et l’air extérieur de pénétrer. Par temps froid, la fermeture du registre de la pile aide à maintenir la chaleur à l’intérieur de l’appareil. Certaines procédures de l’usine exigent le lavage des dépôts pendant les pannes de certaines unités comme les chaudières auxiliaires, mais les flux de déchets peuvent être assez acides et doivent être éliminés correctement.
Remise en service de la chaudière
Les limites d’espace empêchent une discussion détaillée des procédures de démarrage de la chaudière, qui peuvent être assez variables selon que l’unité est retournée après une mise en place humide ou sèche, mais plusieurs directives générales sont utiles.
- En cas de retour d’une mise en place humide où les doses de produits chimiques ont été augmentées pour protéger l’unité, un certain drainage combiné à un remplacement d’appoint purifié peut être nécessaire pour atteindre les limites de chimie opérationnelle.
- Lorsqu’une chaudière est remise en service après une mise en service à sec, des précautions sont nécessaires pour minimiser la corrosion potentielle de l’eau de remplissage. Plusieurs méthodes pour y parvenir sont décrites ci-dessous.
- Lors du remplissage d’une chaudière pour le démarrage, il est important que les procédures comprennent l’ajout des produits chimiques du générateur de vapeur afin que la chimie appropriée soit en place lorsque la chaudière est chauffée et éventuellement placée en ligne. Un aspect clé à cet égard est l’établissement d’un pH d’eau de chaudière > 8,0 avant l’allumage. Pour les nombreuses chaudières à tambour utilisant un traitement au phosphate, cela signifie établir la concentration de phosphate appropriée dans l’eau de la chaudière.
Le premier élément peut être particulièrement important dans les unités avec des alliages de cuivre dans le système de condensat/d’eau d’alimentation. La plupart de ces situations sont limitées aux unités conventionnelles plus anciennes avec plusieurs chauffe-eau d’alimentation. La combinaison d’oxygène et d’ammoniac peut être assez corrosive pour le cuivre et ses alliages.
En ce qui concerne le remplissage d’une chaudière à partir d’une mise en place à sec, certains des efforts visant à protéger l’unité contre la corrosion peuvent être annulés en remplissant à partir d’un réservoir de stockage de condensat à température ambiante et à ventilation atmosphérique. Si l’équipement est en place, l’évaporation de vapeur de ces réservoirs avant le remplissage de la chaudière réduira considérablement la concentration en D.O. À l’usine à cycle combiné décrite dans la référence 17, un système de traitement de membrane de transfert de gaz est en place pour réduire la concentration d’oxygène dissous de l’eau d’appoint à 10 ppb. Même avec du maquillage désoxygéné, lorsque la chaudière est remplie, l’oxygène peut pénétrer dans le condensat à partir de l’air dans la chaudière. Le remplissage de la chaudière à partir du bas de l’appareil réduit l’exposition à l’air.
Au démarrage, il est important de suivre les directives du fabricant concernant les taux de chauffage, aussi appelés taux de rampe. Un allumage excessif peut endommager l’équipement, y compris les surchauffeurs et les réchauffeurs (le cas échéant) et les turbines. Étant donné le service de cycle élevé de nombreuses chaudières, ces problèmes sont accentués. Le résultat peut être une durée de vie réduite des actifs et une augmentation des pannes forcées causées par des défaillances induites par le stress.
Nettoyage chimique des générateurs de vapeur
Pendant le fonctionnement de l’unité, les tubes de chaudière et les composants internes accumulent des dépôts. Grâce à une composition constante de haute pureté et à un condensat propre, les matériaux sont principalement composés de produits de corrosion à l’oxyde de fer provenant d’ailleurs dans le système. Le cuivre peut également être présent si le système de condensat/eau d’alimentation a des échangeurs de chaleur avec des tubes en alliage de cuivre. Si l’unité est encrassée par des perturbations d’eau d’appoint ou une fuite de l’échangeur de chaleur vers le retour du condensat, les dépôts peuvent varier largement des composés de dureté aux composés organiques.
Comme nous l’avons noté, les dépôts réduisent le transfert de chaleur et peuvent induire une corrosion sous-dépôt. Les sources de contamination et d’autres problèmes doivent être rapidement identifiées et corrigées pour minimiser les dépôts. Mais même à ce moment, des nettoyages chimiques périodiques de chaudière peuvent être nécessaires pour maintenir l’intégrité du tube et la durée de vie utile. Voici quelques-unes des étapes importantes pour déterminer la nécessité d’un nettoyage chimique :
- Tenir des registres des perturbations des condensats et de l’eau d’alimentation avec des données sur la nature et la concentration des impuretés et la durée des perturbations.
- Effectuer des inspections visuelles des composants internes de la chaudière et d’autres composants du système pendant les pannes d’entretien prévues.
- Également pendant les pannes, prélever des échantillons de tubes et faire analyser les dépôts pour la quantité (densité du dépôt, généralement mesurée en grammes par pied carré) et la circonscription.
D’autres étapes sont également nécessaires, mais ces données fournissent des renseignements essentiels sur la nécessité d’un nettoyage chimique et sur les dépôts à éliminer. Ce dernier est extrêmement important dans la sélection des solvants de nettoyage et du processus appropriés. Par exemple, si les dépôts sont principalement de l’oxyde de fer, un nettoyage chélant relativement bénin (une certaine forme d’EDTA est un choix commun) est possible avec un certain chauffage de la solution de nettoyage. D’autre part, si l’infiltration d’impuretés a causé un dépôt de silice, un nettoyage inhibé à l’acide chlorhydrique avec ajout supplémentaire de bifluorure d’ammonium peut être nécessaire. Des précautions supplémentaires sont nécessaires pour manipuler ces solutions, qui sont non seulement agressives aux dépôts minéraux, mais aussi à la chair humaine.
Les nettoyages sont des processus complexes qui nécessitent la préparation de procédures détaillées avec l’apport des opérateurs de l’usine, du personnel technique et de la direction. Les procédures doivent être élaborées avec l’aide de l’entrepreneur en nettoyage sélectionné pour le projet.
Il est également à noter que les nettoyages sur les générateurs de vapeur conventionnels peuvent être beaucoup plus compliqués que les générateurs de vapeur à pressions multiples en raison de la géométrie complexe des générateurs de vapeur à haute pression. Encore plus de raisons d’établir un programme complet de chimie de l’eau et de la vapeur dès le départ pour minimiser la formation de dépôts.
Systèmes de vapeur et chimie
Bien que le contrôle de la chimie du condensat/de l’eau d’alimentation et de l’eau de chaudière soit assez important, peut-être encore plus critique est la protection du système de vapeur, en particulier si la vapeur alimente les turbines. Les turbines à vapeur sont des dispositifs mécaniques hautement calibrés qui, si une défaillance survient à la suite d’un problème mécanique ou chimique, sont extrêmement coûteux à réparer ou à remplacer et peuvent faire plaisir à une usine pendant des mois ou plus. De plus, cela comprend les générateurs de vapeur industriels sans turbines, le transfert de solides dans la vapeur peut induire des dépôts et de la corrosion dans les surchauffeurs, ce qui peut causer des défaillances dans ces échangeurs de chaleur. Le contrôle de la chimie de la vapeur fait donc partie intégrante de tout programme de chimie du générateur de vapeur. La section suivante présente les principes fondamentaux concernant les turbines à vapeur, suivis d’une discussion sur les méthodes pour protéger les systèmes de vapeur et les turbines contre les dépôts d’impuretés et la corrosion.
Turbines à vapeur
Comme nous l’avons vu, la vapeur qui sort du tambour de la chaudière est de la « vapeur saturée » (ou vapeur humide) et ne peut pas être directement injectée dans une turbine, car la formation immédiate de gouttelettes d’eau causerait une érosion excessive des composants de la turbine. Une surchauffe à la vapeur est donc nécessaire. L’énergie thermique de la vapeur surchauffée est convertie en énergie mécanique de rotation lorsque la vapeur passe à travers les étapes de la turbine. Le nombre d'étages diffère selon le type et la conception de la turbine, mais la plupart des turbines industrielles ont plusieurs étages, et certains en ont jusqu'à 20. Une platine se compose de lames fixes (buses) et de lames rotatives, c’est-à-dire des seaux. Les buses dirigent la vapeur vers les lames rotatives et convertissent la pression (énergie potentielle) en vitesse (énergie cinétique).
Le rotor de turbine est connecté à un groupe électrogène pour produire de l’électricité dans une centrale électrique. Dans l’industrie pétrochimique, de nombreuses turbines à vapeur alimentent les compresseurs.
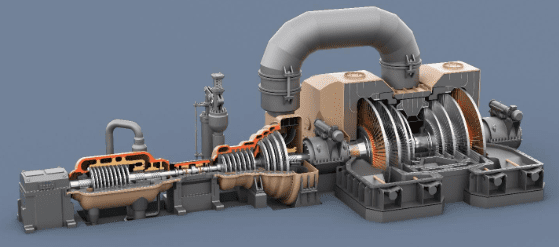
Bien qu'il soit possible d'assembler des rotors de turbine et de génératrice séparés, le plus courant est que la turbine et le groupe électrogène soient combinés sur un seul arbre. À l’extrémité de la génératrice, les aimants fixés au rotor tournent à travers une série de bobines fixes à « état » pour produire de l’électricité. Les rotors de turbine à vapeur sont disponibles en trois principaux types : « soudé », « rétréci sur disque » ou « solide » (« monobloc »). Chaque disque est soudé sur le rotor d’un rotor soudé. Comme le nom rétréci sur le disque l'indique, les disques sont rétrécis sur le rotor. Un rotor monobloc est une conception où l’ensemble arbre et lame est fabriqué à partir d’un seul forgeage. La conception à rotor soudé est généralement la plus fiable. Les défaillances du rotor se produisent généralement à l’extrémité basse pression, où les contraintes sont les plus élevées, comme elles seront examinées plus en détail dans une section ultérieure de ce chapitre.
L'ensemble complet du rotor, des lames, des godets et des capots et la vapeur qui circule à travers la turbine sont protégés et confinés par un couvercle, c'est-à-dire le boîtier de la turbine.
De nombreuses turbines ont à la fois des étapes d’impulsions et de lames de réaction, dont les conceptions de base sont décrites ci-dessous.
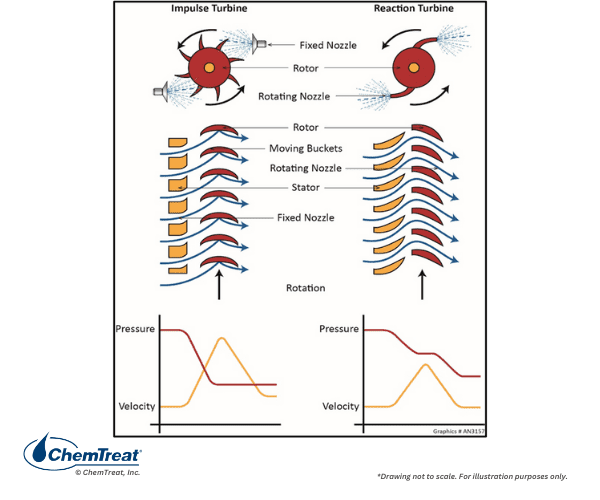
Lors d’une phase d’impulsion, les jets de vapeur passant à travers les buses fixes ont un impact direct sur les lames du rotor et la rotation de l’embrayage. La vitesse de la vapeur qui émerge des buses est environ deux fois la vitesse de la lame. Dans une phase de réaction de turbine, les buses ne sont pas fixées mais montées sur l'arbre de turbine. La vapeur s’écoule à travers les lames de réaction avec une chute de pression plus faible et une augmentation de vitesse plus faible que dans les étapes d’impulsion. Ainsi, plus de rangées de lames mobiles sont nécessaires que dans une turbine d’impulsion. Les turbines les plus efficaces, en particulier pour les applications de grande envergure, emploient à la fois des étapes d’impulsion et de réaction.
Deux mesures sont courantes pour le suivi de la chute de pression à travers un étage de turbine : le rapport de pression et le pourcentage de réaction. Le rapport de pression est la pression à la sortie de la platine divisée par la pression à l’entrée de la platine. La réaction est le pourcentage de chute d’enthalpie isentropique à travers la lame rotative ou le seau par rapport à la chute d’enthalpie de stade total. Certains fabricants utilisent le pourcentage de chute de pression à travers le stade pour définir la réaction.
Une turbine peut avoir plusieurs sections de différentes pressions. La configuration finale de la conception est déterminée par l'utilisation réelle ou l'objectif de la turbine. Par exemple, la cogénération, la production d’électricité seulement ou une turbine à contre-pression pour entraîner un turbosouffleur. Comme l’indiquent la Figure 4.16 et l’Annexe 4-1, les turbines à vapeur typiques de la centrale électrique ont trois sections distinctes. La vapeur principale produit une partie de la puissance totale dans la turbine haute pression. Après avoir terminé le travail à l’étape HP, la vapeur est retournée à la chaudière pour être réchauffée à sa température d’origine, bien que la pression soit beaucoup plus basse en raison du travail effectué à l’étape HP. La vapeur réchauffée, qui a maintenant une enthalpie plus élevée, passe ensuite à travers l’étape IP, où elle génère plus de puissance avant de s’écouler à travers la tuyauterie croisée vers la turbine LP. La turbine LP peut produire jusqu’à 50 % de l’énergie générée dans une grande unité. La vapeur d’échappement de la turbine LP est convertie en liquide dans le condenseur pour être retournée à la chaudière.
Remarque rapide sur le réchauffage : ce processus améliore légèrement l’efficacité globale de la chaudière, mais surtout, réduit la quantité de formation de gouttelettes d’eau dans les dernières étapes de la turbine LP. Une condensation excessive dans cette section peut causer l'érosion des lames de turbine.
Turbines à condensation et à contre-pression
Les figures ci-dessus illustrent les turbines à condensation. Qu'ils soient refroidis à l'eau ou à l'air, les condenseurs convertissent toute la vapeur d'échappement de la turbine en liquide. Les condenseurs de surface les plus courants sont les condenseurs dans lesquels la vapeur passe sur des milliers de tubes de diamètre relativement petit à travers lesquels l'eau de refroidissement circule. La conversion vapeur-condensat réduit le volume d’un facteur bien supérieur à 10 000. L’effondrement de la vapeur produit un vide très puissant à l’intérieur de la coquille du condenseur, et ce vide induit aspire la vapeur à travers la turbine, maximisant la puissance de sortie. Le condensat s'accumule au fond de la coquille du condenseur dans un compartiment connu sous le nom de puits chaud. À partir de là, le condensat retourne à la chaudière.
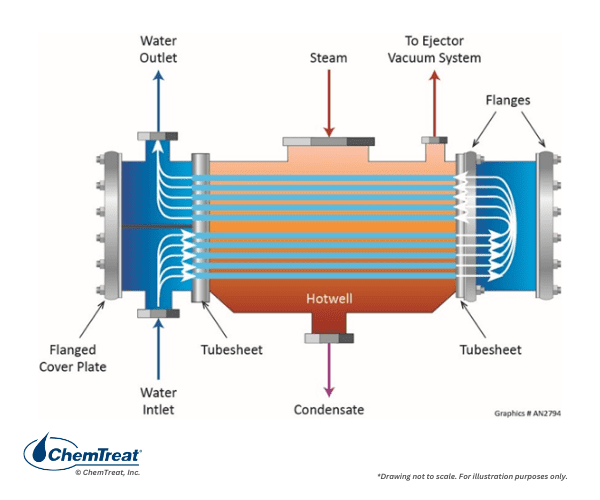
Les commandes automatiques maintiennent le niveau d'eau dans une plage préréglée dans la cuve chaude en déplaçant le condensat vers et depuis un réservoir de stockage séparé. Les ajouts ou extractions de condensat sont automatiquement ajustés en fonction des changements de charge de la chaudière.
Bien que le condensat soit généralement de grande pureté, il contient des gaz non condensables, dont la plupart entrent en raison du vide puissant dans le condenseur qui aspire l’air, même par les plus petites ouvertures. Avec le temps, ces gaz augmenteront en concentration et augmenteront la contrepression de la turbine, réduisant ainsi l’efficacité. Par conséquent, les condenseurs de surface de vapeur sont équipés d'un compartiment d'évacuation d'air auquel un vide externe est appliqué soit par des éjecteurs de jets de vapeur, soit, plus fréquemment, par des pompes à vide. La vapeur est ensuite évacuée dans l’atmosphère.
Il convient de noter qu’à un nombre croissant d’usines, les condenseurs refroidis à l’air (ACC) sont sélectionnés comme méthode de conservation de l’eau. Étant donné que la densité de l’air est tellement inférieure à celle de l’eau, les ACC doivent être massifs pour obtenir un refroidissement similaire.

De plus, les ACC ne peuvent approcher que la température du réservoir sec de l’air ambiant, tandis que les condenseurs refroidis à l’eau fournis par une tour de refroidissement approchent la température du réservoir humide de la tour. Par temps chaud, les pertes d’efficacité sont plus importantes avec les unités ACC.
Les turbines à condensation servent principalement des applications de production d’énergie, y compris les applications fossiles et nucléaires. Une difficulté avec les turbines à condensation du point de vue de l’efficacité énergétique est que bien plus de la moitié de l’entrée de chaleur dans l’eau de la chaudière est nécessaire pour convertir l’eau en vapeur, c.-à-d. la chaleur latente de la vaporisation. La majeure partie de cette énergie est perdue dans un condenseur standard. Cependant, dans les applications de cogénération et de chaleur et puissance combinées (CHP), où la vapeur est extraite avant d’atteindre le point de saturation et est utilisée pour le chauffage direct, une grande partie de la chaleur latente est récupérée plutôt que gaspillée. Ces turbines sont classées comme des turbines « sans condensation » ou « à contre-pression ».
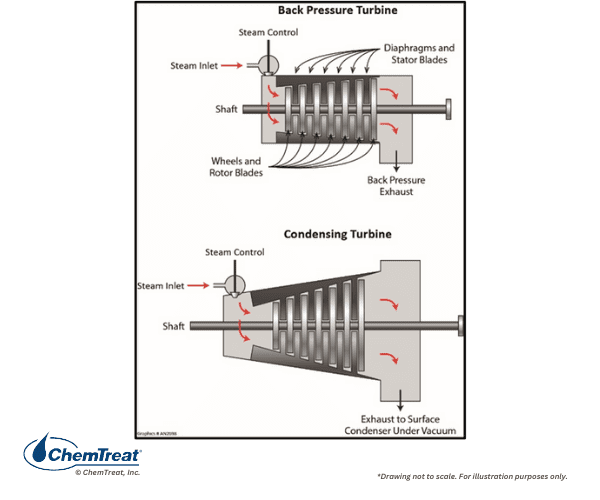
Les turbines sans condensation fonctionnent à une contre-pression de conception définie par l’exigence du procédé. Ils sont courants dans un large éventail d’industries lourdes : les produits pétrochimiques, les pâtes et papiers, les métaux primaires, etc., et sont souvent utilisés pour alimenter l’équipement centrifuge comme les turbosouffleurs, les compresseurs turbo, etc.
La vapeur de cogénération est souvent produite dans des chaudières spécialisées, y compris les HRSG, et est d’abord développée à travers une turbine pour produire de l’énergie électrique. Certains ports pour l’extraction à la vapeur vers les processus de l’usine peuvent exister dans la turbine. L'échappement de la turbine principale n'est pas condensé, mais sert à d'autres applications de chauffage. Par exemple, envisagez une turbine avec une alimentation en vapeur d'entrée de 600 psi et une pression d'échappement de 110 psi. La pression différentielle (DP) est de 490 psi, ce qui produit de l’énergie électrique. Cependant, la vapeur d’échappement contient toujours de la surchauffe et peut être utilisée pour conduire d’autres turbines plus petites ou pour le chauffage direct d’équipements tels que les chaudières, les échangeurs de chaleur de procédé et les cuves de réaction, les désaérateurs, etc. Dans ce type de turbine, l'échappement doit être maintenu à une pression constante pour éviter les fluctuations qui affecteraient la vitesse de la turbine.
Autres types de turbines à vapeur
Les turbines de finition sont des machines sans condensation qui peuvent être ajoutées aux anciennes usines à moyenne pression. Les turbines de remplissage reçoivent de la vapeur haute pression des nouvelles chaudières, la vapeur d’échappement de la nouvelle turbine étant réglée à la même pression que les anciennes chaudières. Cette vapeur alimente les turbines existantes.
Dans une turbine à circulation radiale, la vapeur s'écoule de l'arbre vers le boîtier. Ces turbines sont utilisées pour des applications spéciales et sont courantes en Europe.
Détails supplémentaires sur la turbine à vapeur
Les turbines à vapeur sont des machines complexes qui doivent être conçues, fabriquées et entretenues selon des tolérances strictes afin de respecter et de préserver la puissance de sortie de conception, la disponibilité et la fiabilité des unités. Cette section décrit brièvement les détails supplémentaires de la turbine pour les non-experts.
Roulements et lubrification
Deux types de roulements servent à soutenir et stabiliser les rotors de turbine : les roulements de tourillon et de butée. Un roulement de tourillon est composé de deux demi-cylindres qui enveloppent l’arbre et sont doublés en interne de Babbitt, un alliage métallique généralement composé d’étain, de cuivre et d’antimoine. L'huile de lubrification de turbine est appliquée aux roulements de tourillon et le rotor tourne sur la fine pellicule d'huile produite. Les paliers de butée sont situés axialement sur les rotors de turbine. La diminution de la pression de vapeur qui passe de haute à basse pression induit une force sur la turbine qui doit être neutralisée, qui est la fonction de ces roulements. De l’huile haute pression est également appliquée sur ces roulements pour la lubrification. L’huile de lubrification de turbine doit être soigneusement filtrée pour éliminer les particules solides. Les systèmes d’huile lubrifiante comprennent normalement des centrifugeuses spécialement conçues ou d’autres dispositifs coalescents pour éliminer l’eau de l’huile. Malgré cela, les microbes se développeront dans les réservoirs d’huile de graissage de turbine qui peuvent parfois nécessiter un nettoyage hors ligne.
Joints
Dans chaque enveloppe de turbine, les disques avec les lames les plus longues doivent avoir une tolérance très serrée au boîtier pour éviter les fuites de vapeur. Ces joints d'arbre sont constitués d'une série de stries et de rainures autour du rotor et du boîtier, qui présentent un long chemin tortueux pour toute vapeur qui fuit à travers le joint, d'où le nom commun des joints labyrinthes. La petite quantité de vapeur qui s'échappe est recueillie et ramenée dans une partie basse pression du circuit de vapeur, généralement le condenseur de vapeur de presse-étoupe, qui se vidange vers le condenseur principal.
Tourner l’engrenage
Le fonctionnement sur un « train de rotation » pendant les arrêts de l'unité est standard pour les grandes turbines à vapeur. La rotation lente maintient l’équilibre sur le rotor et empêche le fléchissement du poids lourd si la rotation a été complètement arrêtée. La rotation permet également à la température de s’équilibrer dans l’ensemble du rotor pendant qu’il refroidit.
Vibration de la turbine
Les turbines électriques tournent à 3 000 ou 3 600 tr/min selon que l’usine produit de l’électricité à fréquence de 50-Hz ou 60-Hz. Il est essentiel de minimiser les vibrations de l'arbre, en particulier pendant le démarrage, pour éviter d'endommager la turbine. La plupart des turbines moyennes et grandes sont dotées de capteurs qui mesurent les vibrations pour assurer des démarrages appropriés et un fonctionnement ultérieur à la charge. La détection rapide de tout problème permet l’arrêt avant des dommages graves.
Chimie vapeur
Deux propriétés importantes de la vapeur sont sa qualité et sa pureté. Parfois, ils sont incorrectement interchangés dans les discussions sur la vapeur. La qualité de la vapeur fait référence à la quantité d’humidité dans la vapeur. Par exemple, la vapeur d’une qualité de 0,95 contient 5 % d’humidité. Dans les chaudières avec surchauffeurs, la vapeur entrant dans la turbine ou tout autre équipement de procédé a une qualité de vapeur de 1,0 plus beaucoup d’énergie de surchauffe pour la garder au sec, bien qu’elle tombe légèrement en dessous de ce niveau dans les dernières rangées de la turbine à basse pression lorsque du condensat se forme tôt.
Comme son nom l’indique, la pureté de la vapeur fait référence au niveau d’impuretés dans la vapeur. Les contaminants peuvent pénétrer dans la vapeur par plusieurs voies possibles :
- Report mécanique dans le tambour
- Report de vapeur
- Introduction directe à partir des vaporisateurs de l’attempérateur pour le contrôle de la température de la vapeur
- Décomposition de certains produits chimiques de traitement de l’eau, notamment les amines neutralisantes
- Exfoliation des oxydes de fer de la tuyauterie de vapeur
Report mécanique
Le report mécanique est généralement le problème le plus préoccupant. La vapeur qui s’accumule dans le tambour de la chaudière contiendra de l’humidité entraînée. Dans une moindre ou une plus grande mesure, selon la conception de la chaudière, la pression et d’autres facteurs, le tambour à vapeur aura une combinaison de séparateurs d’eau et de vapeur internes pour éliminer les gouttelettes d’eau entraînées et les remettre dans le liquide du tambour. La figure ci-dessous montre certains des dispositifs de séparation les plus courants.
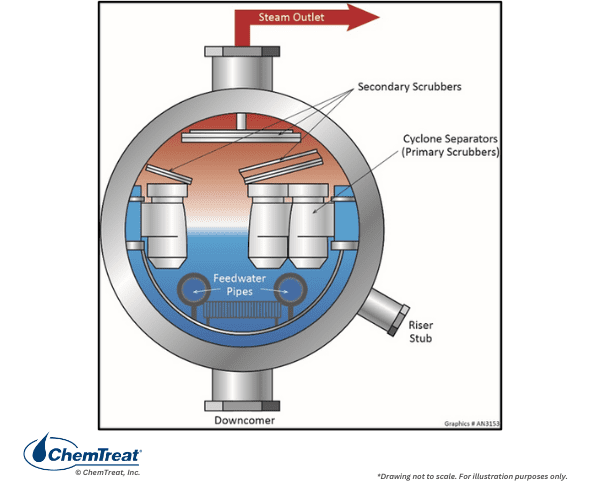
Même avec des séparateurs bien conçus, une petite quantité de report mécanique se produit toujours, la pression étant une influence importante.
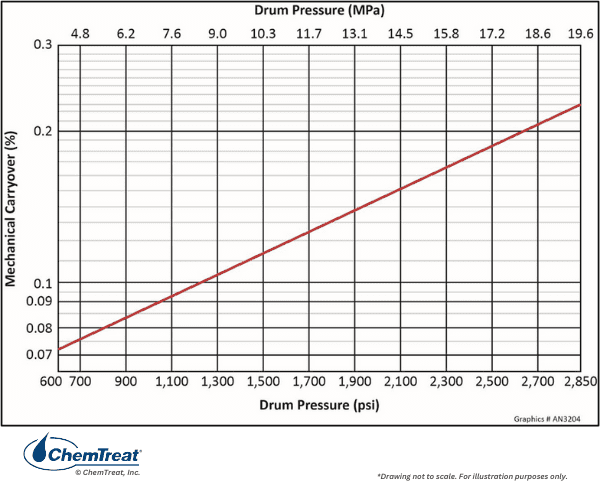
Cet effet, à son tour, joue un rôle dans les directives de chimie de l’eau de la chaudière, car l’eau de la chaudière dans les unités à tambour peut augmenter de 20 à 200 fois. Même un léger transfert peut introduire des concentrations inacceptables de contaminants dans la vapeur s’il n’est pas surveillé et contrôlé. Certains composés, notamment l’hydroxyde de sodium et le chlorure de sodium, peuvent causer une corrosion grave des lames de turbine et des rotors. La plupart des fabricants de chaudières conçoivent un report mécanique maximal de 0,2 %, une spécification qui peut généralement être respectée, bien que, comme l’indique la figure 4.57, la pression ait une influence directe.
Les perturbations du système et l’usure de l’équipement peuvent induire des écarts de report dans les chaudières à tambour. La liste ci-dessous souligne à nouveau les mécanismes les plus importants qui entraînent un report excessif.
- Équipement de séparation de vapeur endommagé
- Teneur élevée en solides dissous dans l’eau de la chaudière
- Composés moussants comme les matières organiques dans l’eau de la chaudière
- Mauvaise conception du fût (p. ex., petite taille du fût, conception inadéquate du séparateur)
- Niveau d'eau élevé du fût/instrumentation et contrôle défectueux du niveau du fût
- Taux de rampe de charge excessifs
Report de vapeurs
Quelques composés se transmettront à la vapeur sous forme de vapeur, notamment la silice. La silice n’est pas corrosive, mais les dépôts de silice peuvent avoir un impact sur l’aérodynamisme des turbines et réduire la production. L’étendue du transfert de silice est une fonction directe de la pression de la chaudière et devient beaucoup plus prononcée à mesure que la pression augmente. Pour les unités utilitaires à haute pression, la limite de silice recommandée du système d’appoint est de 10 ppb pour empêcher le composé de s’accumuler dans le tambour à des concentrations qui induiraient un report excessif.
Les composés de cuivre se transmettront également à la vapeur, surtout à des pressions supérieures à 2 000 psi. Le cuivre se dépose ensuite sur les lames de turbine haute pression et réduit l’efficacité aérodynamique. Le transfert du cuivre était, à un moment donné, un problème important avec les unités au charbon, car bon nombre d’entre elles avaient des tubes de chauffage d’eau d’alimentation en alliage de cuivre. La mise hors service de nombreuses usines au charbon et leur remplacement par la génération de cycles combinés ont, en grande partie, réduit ce problème.
Introduction à l’impureté de l’humidificateur
L’atténuation de la vapeur offre une voie directe pour que les impuretés pénètrent dans les surchauffeurs et les turbines et est une autre raison pour laquelle les unités ne doivent pas fonctionner avec une fuite du tube du condenseur. L’infiltration de contaminants peut être détectée par les instruments en ligne de vapeur et d’eau d’alimentation.
Décomposition de certains produits chimiques de traitement
Une section précédente a discuté de l’utilisation de longue date de l’ammoniac comme principal produit chimique pour le contrôle du pH de l’eau d’alimentation dans les unités d’alimentation, et l’équation de base est à nouveau illustrée à titre de référence.
NH3 + H2O �. S.R.H4+ + OH–
Dans de nombreuses chaudières non utilitaires à basse pression et dans l’évaporateur à basse pression des GRH, l’ammoniac s’évaporera avec de la vapeur et fournira peu de protection contre des phénomènes tels que le FAC biphasique. Comme indiqué, les amines alcalinisantes sont parfois sélectionnées comme supplément ou même comme remplacement direct de l’ammoniac comme produit chimique de conditionnement du pH de l’eau d’alimentation. Cependant, dans les surchauffeurs, les amines se décomposeront en acides organiques à petite chaîne, principalement en acides acétiques et formiques.
Intrusion par oxyde de fer
La tuyauterie de vapeur et les tubes de surchauffeur/réchauffeur développent également une couche d’oxyde de fer pendant le fonctionnement. Des températures excessives et des cycles fréquents peuvent générer des couches d’oxyde épaisses qui peuvent s’écailler à divers endroits. Les particules sont ensuite transportées en aval vers la turbine. Même si les turbines ont des grilles d’entrée pour la protection, les particules fines peuvent tout de même pénétrer dans la turbine et causer de l’abrasion, en particulier aux étapes à haute pression.
Échantillonnage de vapeur
Des analyses de vapeur précises et fiables sont un aspect essentiel de la protection des surchauffeurs/réchauffeurs et turbines. L’échantillonnage représentatif de la vapeur est essentiel à la collecte précise des données. La première étape de l’échantillonnage représentatif consiste à choisir les bons emplacements d’échantillonnage. Les endroits idéaux auront la bonne orientation de la buse et seront situés dans une tuyauterie à passage droit sans l’influence de perturbations de débit en amont ou en aval, comme spécifié dans l’ASME PTC 19.11.
Un aspect clé de l’extraction de vapeur pour l’analyse est l’échantillonnage isocinétique, comme illustré ci-dessous.
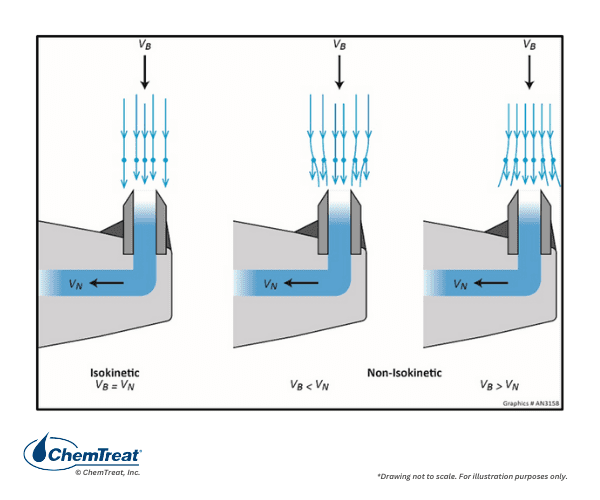
L’extraction isokinétique recueille l’échantillon à la même vitesse et au même vecteur directionnel du fluide en vrac.
La figure 4.58 ci-dessous décrit l’arrangement idéal d’échantillonnage et de conditionnement de la vapeur.
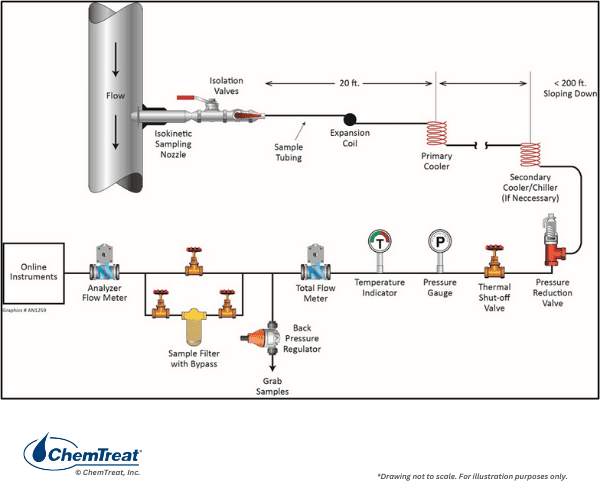
L’acier inoxydable 316 ou mieux est recommandé pour la construction de buses d’échantillon, de tubes et de tous les autres composants. Des matériaux de moindre qualité, comme l’acier au carbone, peuvent accumuler ou générer des impuretés qui compromettent l’intégrité des échantillons. L’orientation de la ligne d’échantillonnage entre la buse et le point de récupération/analyse doit avoir une pente descendante continue. La ligne d'échantillon doit être dimensionnée de sorte que la vitesse linéaire du débit d'échantillon soit de 3 à 6 pieds par seconde.
Les échantillons doivent être refroidis à 25 °C (77 °F) et, si possible, près du point d’extraction. L’intégrité de l’échantillon peut être compromise si la vapeur surchauffée parcourt de longues distances, car certains composés peuvent se précipiter et se déposer sur les surfaces des tubes d’échantillon. Cependant, les refroidisseurs d’échantillons à distance peuvent présenter des complications, y compris un accès difficile et la nécessité d’acheminer les conduites d’eau de refroidissement sur de longues distances. Dans de nombreuses applications, les refroidisseurs d'échantillons primaires et secondaires sont situés dans le panneau d'échantillons centralisé, la vapeur surchauffée étant acheminée vers le panneau dans des conduites d'échantillons isolées pour maintenir la température et minimiser la chute des contaminants.
Transport des échantillons
Lors de l’écoulement dans la tubulure d’échantillon, les échantillons liquides et de vapeur auront tendance à libérer et à recueillir certaines impuretés. Dans les systèmes d’échantillonnage correctement conçus, l’échange d’impuretés atteindra un état d’équilibre, de sorte que l’échantillon s’écoulera à travers la tubulure pratiquement inchangée. En général, il faut environ un mois pour que les nouveaux échantillons atteignent un état d’équilibre. Dans la mesure du possible, il est recommandé de maintenir un débit d’échantillon continu plutôt qu’un débit intermittent. Il s’agit maintenant d’une proposition plus difficile pour les unités d’alimentation, car beaucoup d’entre elles effectuent maintenant des cycles de charge à la hausse et à la baisse par génération à partir de sources renouvelables.
Problèmes supplémentaires liés au surchauffeur/réchauffeur
Les métaux dans le surchauffeur et le réchauffeur des unités à haute pression voient les températures les plus élevées. Ainsi, des aciers de qualité supérieure sont requis, y compris les aciers inoxydables austénitiques dans les zones les plus chaudes. L’annexe 4-3 répertorie les aciers typiques pour les composants de chaudière et la température de fonctionnement maximale. Dans la quête d’une efficacité toujours plus grande, comme le démontre le développement de chaudières ultra-supercritiques qui peuvent fonctionner à 4 500 psi avec des températures de vapeur de 1 200 °F, minimiser le dépôt dans les surchauffeurs et les faisceaux de réchauffeurs est essentiel. Malgré cela, au fil du temps, ces matériaux souffriront de fluage, le phénomène décrit plus haut dans le chapitre concernant les tubes de chaudière.
Les données de l’annexe 4-3 illustrent la nécessité d’alliages plus exotiques à des endroits à haute température dans un générateur de vapeur. Un problème qui peut influencer le fluage est la croissance, au fil du temps, d’une épaisse couche d’oxyde de fer sur les surfaces internes des tubes de surchauffeur et de réchauffeur. Une telle croissance est accélérée par des augmentations rapides de la charge et le fonctionnement d’une unité au-dessus de la capacité nominale maximale normale pendant de longues périodes. Un problème plutôt courant dans les unités au charbon à haute pression était le dépôt de produits de report de phosphate de sodium dans les coudes en U des réchauffeurs. Les dépôts n’ont pas causé de corrosion directe, mais ont limité le transfert de chaleur de sorte que les tubes tomberaient en panne en raison d’un fluage accéléré. Les autres mécanismes qui peuvent endommager la tuyauterie de vapeur à haute température comprennent la fatigue et la graphitisation. Des détails supplémentaires sur ces mécanismes et d’autres peuvent être trouvés dans la Référence 1.
Les directives de chimie de la vapeur des chaudières utilitaires de l’EPRI et de l’IAPAWS exigent des limites de fonctionnement normales inférieures à 2 ppb de sodium, de chlorure et de sulfate dans la vapeur. Même ces valeurs sont considérées comme trop élevées par certains experts, et avec une unité bien conçue et bien entretenue, les concentrations devraient être bien inférieures à 1 ppb.
Érosion induite par l’humidité et érosion par particules solides des turbines
Outre la corrosion liée à la chimie, les turbines à vapeur peuvent être soumises à deux mécanismes de dégradation mécanique : l’érosion induite par l’humidité et l’érosion par particules solides (SPE). L’un ou l’autre peut établir des surfaces rugueuses et inégales sur les lames de turbine qui influencent le flux de vapeur et, par conséquent, réduisent l’efficacité et la capacité de la turbine.
L’érosion des lames à pression intermédiaire et basse est généralement causée par l’eau dans la vapeur. La présence de gouttelettes d’eau, en particulier aux dernières étapes d’une turbine, entraîne l’érosion des lames de la rangée de sortie. La plupart des grands fabricants de turbines imposent une limite égale ou inférieure à 12 % d’humidité dans la vapeur d’échappement finale. Le fonctionnement en dessous de la température de vapeur d’entrée de conception ou à faible charge peut causer une condensation excessive dans ces dernières étapes de la turbine, entraînant l’érosion. Les étapes pour atténuer l’érosion causée par l’humidité comprennent le durcissement du métal de base, l’installation de dispositifs d’élimination de l’humidité pour combattre le contact avec les gouttelettes liquides, l’amincissement des bords de la buse pour favoriser la formation de gouttelettes plus petites et moins nocives et l’élimination des joints radiaux pour éliminer l’eau avant qu’elle ne puisse entrer en contact avec les lames.
L’érosion par particules solides (SPE) est une condition qui touche de nombreuses turbines. Le SPE provient de l’entraînement à la vapeur surchauffée d’oxydes de fer durs et érosifs qui exfolient principalement les tubes de surchauffe et de réchauffage. Les particules causent une usure excessive et prématurée des lames de turbine. SPE a un impact sur la performance des turbines de deux façons : perte d’efficacité et perte de capacité de débit de vapeur. Les pertes combinées dans les sections HP/IP/LP peuvent atteindre 1 à 2 %. Aux extrémités de la lame de turbine, la vapeur se déplace à des vitesses supersoniques, où la plupart des érosions métalliques se produisent. Le remplacement d’un ensemble complet de lames dans une grande turbine à vapeur peut coûter des millions de dollars. L’érosion par particules solides est généralement la plus problématique au démarrage ou lors de changements rapides de charge.
Une variété de technologies de revêtement disponibles sur le marché existent pour lutter contre le SPE et la corrosion sur les rotors de turbines à vapeur, les membranes, les seaux et les vannes de régulation. Bien que d’importants progrès aient été réalisés en matière d’efficacité des produits, ces technologies ne sont toujours pas courantes en raison des résultats mitigés et des coûts élevés. Les chercheurs continuent d’explorer les méthodes d’atténuation de la SPE.
Surveillance des dépôts dans les turbines à vapeur
Les dépôts de lames de turbine et de rotor peuvent devenir de plus en plus problématiques au fil du temps, parfois avec des conséquences catastrophiques. Le dépôt réduit l'efficacité et la sortie de la turbine. Le dépôt peut également provoquer des déséquilibres et diminuer la fiabilité du fonctionnement, y compris une surcharge des roulements de butée. Les dépôts peuvent influencer les vibrations de la turbine et les contraintes de flexion du chalumeau et entraîner des restrictions du mouvement de la vanne de vapeur. Des défaillances catastrophiques se sont produites dans lesquelles des dépôts ont provoqué l'ouverture des soupapes du régulateur de turbine, entraînant une survitesse de turbine et une défaillance de la lame. Les lames qui tombent en panne avec une turbine tournant à plusieurs milliers de tours par minute peuvent pénétrer les murs en béton, les transformateurs et, bien sûr, les êtres humains. Et, pour réitérer, la corrosion induite par les dépôts peut entraîner des piqûres, de la fatigue liée à la corrosion et des fissures causées par la corrosion sous contrainte, avec également des conséquences potentiellement catastrophiques.
Diverses méthodes sont disponibles pour évaluer l'impact des dépôts sur la performance d'une turbine à vapeur. Cela comprend la surveillance des changements de pression, l’efficacité interne, les températures de vapeur d’échappement et les débits (ou la capacité) de débit de vapeur spécifiques. Dans les cas où le boîtier de turbine est ouvert pour des inspections ou des travaux d'entretien, des inspections visuelles des dépôts et de l'intégrité de la lame/du rotor sont absolument nécessaires.
Pour les nouvelles unités, le fabricant de la turbine (FEO) fournira les caractéristiques de pression projetées sous forme graphique. Pendant la mise en service, les courbes de pression théoriques/de conception sont modifiées en fonction des mesures réelles. Ces données servent de référence pour la comparaison pendant les opérations subséquentes. Dans des conditions de fonctionnement identiques, une augmentation significative de la pression indique un dépôt.
Nettoyage des dépôts de turbine
Si la turbine accumule des sels hydrosolubles, les dépôts peuvent souvent être éliminés par lavage à l’eau avec du condensat ou de la vapeur humide. Ce processus doit être effectué hors ligne, bien que, dans de nombreuses usines, il soit effectué en ligne avec la turbine qui tourne à basse vitesse. L’approbation du fabricant de la turbine est importante avant de sélectionner un programme de lavage.
Si la turbine est encrassée par des composés non solubles dans l’eau, plus particulièrement la silice, le lavage à l’eau restaure rarement la pleine capacité de la turbine. Un nettoyage hors ligne est requis pendant une panne de turbine. Le sablage d’oxyde d’aluminium ou de matériau à grain souple similaire est une procédure courante pour éliminer les dépôts durs non solubles dans l’eau. L’expérience indique que les dépôts solubles dans l’eau peuvent parfois s’intégrer dans des couches de dépôts insolubles. Lorsque le lavage est effectué, les dépôts solubles se dissolvent pour laisser un squelette libre et friable de dépôts insolubles qui peuvent se fragmenter et se laver. Le lavage à l’eau peut causer des dommages considérables à la turbine, et elle doit être surveillée attentivement, en respectant rigoureusement les recommandations du fabricant de la turbine.
Pour certaines centrales électriques au charbon plus anciennes qui ont encore des chauffe-eau d’alimentation avec des tubes en alliage de cuivre, le dépôt de cuivre sur les lames de turbine HP peut rester problématique. Même une petite quantité de cuivre peut causer une grave perte de capacité de turbine. Un nettoyage chimique hors ligne est nécessaire pour éliminer les dépôts de cuivre.
Conclusion
Le système de chaudière de votre installation dépend fortement de l’eau de haute qualité pour effectuer les tâches opérationnelles essentielles à pleine capacité. Le traitement de l’eau de chaudière est important pour éviter les inefficacités opérationnelles et prolonger la durée de vie des actifs critiques.
FAITES CONFIANCE ÀCHEMTREAT POUR VOS BESOINS EN MATIÈRE DE TRAITEMENT DE L’EAU DE CHAUDIÈRE
ChemTreat s’engage à fournir des solutions de traitement de l’eau de chaudière expertes. Nos programmes de traitement de l’eau novateurs et personnalisés aident à réduire les temps d’arrêt et les coûts d’entretien de l’usine, à augmenter l’efficacité du système et à prolonger la durée de vie de l’équipement. Communiquez avec ChemTreat dès aujourd’hui pour communiquer avec votre représentant local afin d’apprendre comment ChemTreat peut aider votre entreprise.
Références
1. Tomei, G.L., Ed., Steam, sa génération et son utilisation, 42e édition, The Babcock & Wilcox Company, Barberton, Ohio, 2015.
2. Westfall, R. S. (2022, 23 août).Isaac Newton.Encyclopédie Britannica. https://www.britannica.com/biography/Isaac-Newton
3. Crawford, M. (2012, 7 juin).Charles A. Parsons. Extrait de l’American Society of Mechanical Engineers ASME :https://www.asme.org/topics-resources/content/charles-a-parsons
4. Britannica, T. Editors of Encyclopaedia (2022, 5 mai).Carl Gustaf Patrik de Laval.Encyclopedia Britannica. https://www.britannica.com/biography/Carl-Gustaf-Patrik-de-Laval
5. Van Wylen, G.J., et Sonntag, R.E., Fundamentals of Classical Thermodynamics, Third Edition, John Wiley & Sons, 1986.
6. Perry, Robert H. et Green, Don W. (1984). Manuel des ingénieurs chimiques de Perry (6e édition). McGraw-Hill. ISBN 0-07-049479-7.
7. ANSI/FCI 87-1, Classification et principes de fonctionnement des purgeurs de vapeur.
8. Consensus sur les pratiques d’exploitation pour le contrôle de la chimie de l’eau d’alimentation et de l’eau de chaudière dans les chaudières industrielles modernes, The American Society of Mechanical Engineers, New York, NY, 2021.
9. Lignes directrices complètes sur la chimie des cycles pour les générateurs de vapeur à cycle combiné/récupération de chaleur (HRSG). EPRI, Palo Alto, CA : 2013. 3002001381.
10. Sturla, P., Proc., cinquième Conférence nationale sur l’eau d’alimentation, 1973, Prague, Tchécoslovaquie.
11. Buecker, B., Shulder, S. et Sieben, A., « Gassil Power Plant Cycle Chemistry »; séminaire pré-conférence pour le 39e atelier annuel sur la chimie des services publics d’électricité, 4 juin-6, 2019, Champaign, Illinois.
12. Lignes directrices pour le contrôle de la corrosion accélérée par le flux dans les centrales électriques Fossil et à cycle combiné, Rapport technique EPRI 3002011569, Electric Power Research Institute, Palo Alto, Californie, 2017.
13. Buecker, B. et Shulder, S., « Contrôle chimique de l’eau/vapeur à cycle combiné et cogénération »; séminaire préalable à la conférence pour le 40e atelier annuel sur la chimie des services publics d’électricité, 7 juin-9, 2022, Champaign, Illinois.
14. D. Stuart, « Atténuation de la corrosion accélérée par le flux avec la chimie de formation de film dans les GRH »; Power Engineering, avril 2021, www.power-eng.com.
15.International Association for the Properties of Water and Steam, Document d’orientation technique : Traitements au phosphate et au NaOH pour les circuits vapeur-eau des chaudières à tambour des centrales électriques fossiles et à cycle combiné/HRSG (2015). Disponible sur http://www.iapws.org.
16. J. Mathews, « Pratiques de mise en place pour les usines Fossil »; Power, février 2013.
17.Buecker, B. et Dixon, D., « Système combiné d’arrêt, de mise en marche et de contrôle chimique du générateur de vapeur à risque élevé »; Power Engineering, février 2012.
18. Lignes directrices sur la chimie du cycle pour l’arrêt, la mise en marche et le démarrage des unités à cycle combiné avec générateurs de vapeur de récupération de chaleur, EPRI, Palo Alto, CA : 2006. 1010437.
19. L. Machemer, « Échantillonnage de tuyauterie sous pression vapeur et eau »; génie chimique, janvier 2014.
20. Hollander, O. (2015). Systèmes de chaudière. Dans le chapitre AWT Technical Reference & Training Manual (2e édition), Association of Water Technologies.
Annexe 4-1
Disposition du générateur de vapeur montrant les lignes d’extraction
Le corps principal de ce chapitre a discuté d’une variété de conceptions de systèmes de génération de vapeur, y compris une description des grandes unités au charbon avec des chauffe-eau d’alimentation pour augmenter la température du condensat avant son retour dans la chaudière. Le diagramme suivant, extrait de la référence 1, montre le diagramme de flux d’un style autrefois courant de chaudière au charbon qui fonctionne à 2 400 psig. Il s’agit d’un schéma plutôt détaillé, mais il montre clairement les lignes d’extraction de divers points de la turbine vers les chauffe-eau d’alimentation, y compris le dégazeur.
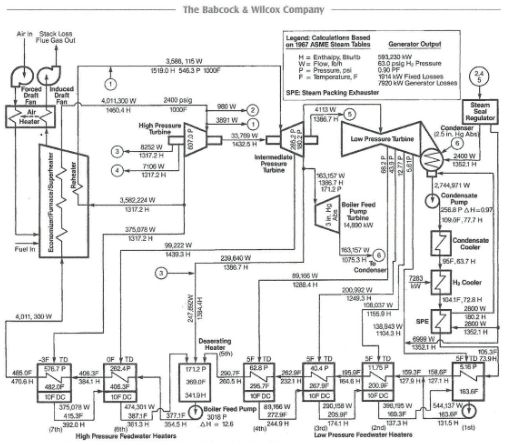
Noter la progression de la vapeur basse à moyenne à haute pression selon les chauffe-eau d’alimentation correspondants. Dans tous les cas, la vapeur a effectué des travaux dans la turbine avant d’être extraite pour le chauffage de l’eau d’alimentation.
Les emplacements généraux des ventilateurs de tirage forcé et induit, qui maintiennent un débit d’air équilibré à travers la chaudière, sont également illustrés.
Références
Tomei, G.L., Ed., Steam, sa génération et son utilisation, 42e édition, The Babcock & Wilcox Company, Barberton, Ohio, 2015.
Annexe 4-2
Pour les générateurs de vapeur haute pression, en particulier ceux qui conduisent des turbines, un contrôle chimique diligent est nécessaire pour minimiser la corrosion et l’encrassement des chaudières, des surchauffeurs/réchauffeurs et des turbines. Au cours de la période de construction et de production d’électricité au charbon conventionnelle au 20e siècle, de nombreuses leçons ont été apprises sur la criticité de la surveillance de la chimie de l’eau et de la vapeur. Certaines leçons ont été assez dramatiques, entraînant non seulement une perte de production et de réparation de l’équipement, mais parfois des blessures et des décès. À partir de ces événements, la surveillance continue en ligne de la chimie est devenue courante dans la plupart des usines. Maintenant, pour la production de vapeur d’une usine électrique et industrielle, les générateurs de vapeur de récupération de chaleur (HRSG) sont un choix commun. Cette annexe fournit un aperçu des directives typiques en ligne sur les instruments et la chimie de l’eau/de la vapeur pour les usines à cycle combiné.
Un bref examen de la conception du SGRH
Bien que les exigences en matière d’eau de haute pureté et le contrôle et la surveillance de la chimie de l’eau et de la vapeur pour les générateurs de vapeur à haute efficacité soient similaires à ceux des générateurs de vapeur plus anciens et conventionnels, il existe certaines différences majeures évidentes dans la conception et le fonctionnement des générateurs de vapeur à haute efficacité, dont la plus importante comprend :
- Les différents tubes de mur d’eau et panneaux de surchauffe/réchauffage, aussi appelés harpes, sont alignés en sections le long du trajet du gaz de combustion. Les tubes de cloison d’eau dans une unité de charbon forment généralement les parois d’une boîte qui entoure la chambre de combustion.
- Alors que les tubes de cloison d’eau dans les unités de charbon sont exposés à la chaleur radiante ainsi qu’au transfert de chaleur convective et conductrice, pendant le fonctionnement normal, les tubes de GVRC transfèrent l’énergie uniquement par convection et conduction. Certains HRSG ont des brûleurs de conduit, mais ils fonctionnent rarement, surtout pendant les périodes de forte demande électrique.
- Les HRSG sont généralement de conception multi-pression, les plus populaires ayant trois réseaux générateurs de vapeur, c’est-à-dire des évaporateurs.
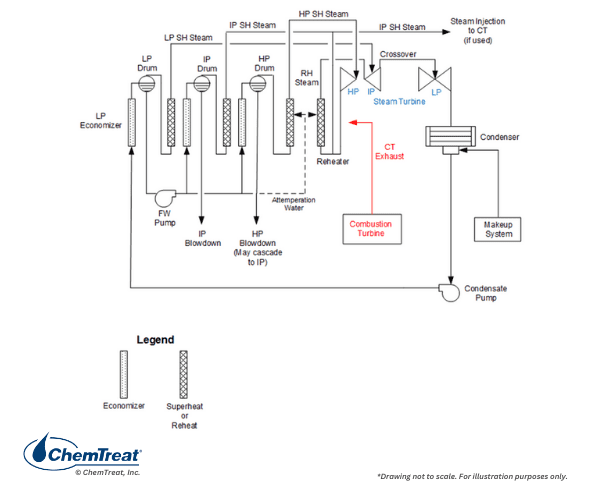
Outre une petite quantité de vapeur générée, l’évaporateur LP sert essentiellement de chauffe-eau d’alimentation pour les circuits IP et HP.
Les sections suivantes décrivent maintenant les paramètres de surveillance recommandés pour les différents circuits d’un HRSG selon la conception illustrée ci-dessus.
Points d’échantillonnage et paramètres de surveillance
Les échantillons d’importance primaire dans l’ensemble du réseau générateur de vapeur sont :
- Le système de traitement d’appoint
- La décharge de la pompe à condensat
- Retour de condensat, le cas échéant
- L'entrée d’eau d’alimentation ou d’économiseur
- L'eau de chaudière
- La vapeur saturée
- La vapeur principale et de réchauffage
Système de traitement d’appoint
Aucun système n’est complètement fermé, et même dans les générateurs de vapeur les plus serrés, une petite quantité d’eau/vapeur de procédé s’échappe continuellement. Le processus de base le plus courant des systèmes d’appoint utilitaires est l’osmose inverse (OI) suivie d’un échange d’ions à lit mixte (MBIX) ou d’une électrodenisation (EDI) pour « polir » l’effluent OI, en particulier pour les générateurs de vapeur à haute pression. Les unités OI comprennent généralement un certain nombre d’instruments pour surveiller les performances du système, y compris la pression, la température, le débit et la conductivité spécifique. Cette section se concentre sur les analyses recommandées de l'effluent final du polissoir MBIX ou EDI.
Remarque : Dans cette section et dans les sections suivantes, la limite supérieure normale, ou une plage, pour chaque paramètre est incluse.
- Conductivité spécifique : ≤ 0,1 μS/cm
- Silice : ≤ 10 parties par milliard (ppb)
- Sodium : ≤ 2 ppb
Ces mesures garantissent que l'eau de haute pureté est distribuée aux générateurs de vapeur. Une augmentation de l’une des valeurs indique que la résine MBIX a atteint son épuisement ou qu’un problème est survenu dans l’unité EDI. Une action corrective rapide est nécessaire.
Décharge de la pompe à condensat (CPD)
Dans les unités d’alimentation autonomes de production de vapeur, l’emplacement principal de la pénétration potentielle de contaminants est le condenseur, en particulier les condenseurs refroidis à l’eau où les fuites de tube permettent à l’eau de refroidissement d’infiltrer le condensat de haute pureté. Une fuite de tube introduira une variété d’impuretés, y compris des ions de dureté, du chlorure et du sulfate, et de la silice, qui, lorsqu’elle est soumise à l’environnement difficile du générateur de vapeur, peut causer de graves problèmes. Une polisseuse de condensat fournira un tampon contre l’infiltration de contaminants, mais les polisseuses ne sont souvent pas considérées pour les unités de fût afin de réduire les coûts en capital.
Les analyses continues recommandées de la DPC sont les suivantes :
- Conductivité cationique (CACE) : ≤ 0,2 μS/cm
- Conductivité spécifique (SC) : compatible avec le pH
- Sodium : ≤ 2 ppb
- Oxygène dissous : ≤ 20 ppb
- pH : 9,6 à 10,0 (Il s’agit de la plage de pH pour la conception du HRSG à la figure 1. La plage peut être un peu plus faible pour les autres conceptions de HRSG.)
La surveillance du sodium est très efficace pour détecter les fuites du tube du condenseur. Avec un condenseur serré, les niveaux de sodium dans le condensat sont normalement très faibles (< 2 ppb) et, dans de nombreux cas, < 1 ppb. Une augmentation du sodium fournit la première indication d’une fuite du tube du condensateur.
La conductivité des cations est maintenant souvent appelée conductivité après échange de cations (CACE) pour représenter le fait que l’échantillon est acheminé à travers une colonne d’échange de cations pour remplacer tous les cations, par exemple, l’ammonium, le sodium, le calcium, etc., par des ions hydrogène. Cela crée une solution acide très diluée composée principalement de traces d’ions chlorure et sulfate, dont la conductivité est ensuite mesurée. Comme pour le sodium, une augmentation du CACE indique une fuite d'impuretés, bien que cette mesure soit également influencée par l'infiltration de dioxyde de carbone, le plus souvent par une fuite d'air au niveau du condenseur. Par conséquent, le CACE dégazé devient de plus en plus populaire, car il utilise un compartiment de rechaudière ou d’épargne azotée pour éliminer le CO2. Une valeur CACE faible est une exigence pour un contrôle approprié de la chimie AVT(O), qui est décrite dans le texte principal.
Les analyses de l'oxygène dissous (D.O.) sont importantes pour surveiller les fuites d'air du condenseur. Une augmentation soudaine de l'oxygène dissous peut indiquer une défaillance mécanique ou structurelle au niveau ou à proximité du condenseur, ce qui permet à l'air excédentaire de pénétrer dans le système. Cependant, avec la chimie moderne de l’AVT(O), un peu d’oxygène dissous est nécessaire pour que la chimie soit efficace.
En ce qui concerne la conductivité et le pH spécifiques, l’ammoniac (ou parfois un mélange d’amine ou d’ammoniac/amine) est l’agent conditionneur de pH pour le condensat/l’eau d’alimentation. La mesure directe du pH de l’eau de haute pureté peut être difficile, et des algorithmes ont été développés pour calculer le pH en fonction des mesures de conductivité afin d’obtenir des résultats plus précis. La conductivité spécifique (SC) dans l’eau de haute pureté est directement corrélée à la concentration d’ammoniac, et par conséquent, les mesures SC offrent un meilleur contrôle de l’alimentation en ammoniac que le pH.
Un paramètre qui n’est généralement pas surveillé en continu, mais qui peut être d’une importance majeure, est le carbone organique total (TOC), comme discuté dans la section suivante. Pour les générateurs de vapeur utilitaires, la limite de TOC recommandée dans le CPD est de 100 ppb.
Retour de condensat
La vapeur récupérée sous forme de condensat provenant des échangeurs de chaleur de procédé représente une source potentiellement importante d’impuretés qui, selon les procédés et les produits de l’installation, peuvent être de nature inorganique ou organique, ou peuvent être de forme particulaire comme les oxydes de fer. La pénétration de contaminants par le retour de condensat peut être très problématique. Pour les générateurs de vapeur à haute pression, le retour de condensat doit avoir une pureté d’eau équivalente aux paramètres décrits ci-dessus pour le CPD.
Décharge de la pompe d’alimentation de l’économiseur LP
Le texte principal traite des programmes de chimie de l’eau d’alimentation AVT(R) et AVT(O). La liste suivante décrit les paramètres supplémentaires recommandés de surveillance de l’eau d’alimentation pour la chimie AVT(O).
- CACE : ≤ 0,2 μS/cm
- SC : compatible avec le pH
- Sodium : ≤ 2 ppb
- D.O. (plage) : 5 à 10 ppb
- pH : 9,6 à 10,0 (Il s’agit de la plage de pH pour la conception du HRSG illustrée à la figure 1. La plage peut être un peu plus faible pour les autres conceptions de HRSG.)
- Fer : ≤ 2 ppb
Discussion pour les miroirs CACE, SC, pH et sodium qui pour la décharge de la pompe de condensat. Ces mesures, ainsi que l’oxygène dissous, sont essentielles pour une chimie adéquate de l’AVT(O).
Notez l’inclusion du fer dans cette liste. La surveillance du fer fournit une mesure directe du FAC (ou, espérons-le, son absence) et de l’efficacité du programme de chimie de l’eau d’alimentation. Généralement, 90 % ou plus des produits de corrosion du fer sont de nature particulaire. Plusieurs méthodes existent pour surveiller la corrosion de l’acier au carbone, notamment :
- Surveillance continue des particules
- Échantillonnage de produits de corrosion
- Analyse d’échantillon à saisir
Les techniques d’échantillonnage améliorées permettent de mesurer le fer jusqu’à 1 ppb avec un traitement d’échantillon approprié. Cette méthode peut fournir des données en temps quasi réel des taux de corrosion, bien que sur une base instantanée.
Eau d’évaporateur
L’échantillonnage de l’eau de l’évaporateur est essentiel pour deux raisons principales. Tout d’abord, un mauvais contrôle de la chimie et/ou une mauvaise surveillance peuvent permettre un transfert inacceptable des impuretés à la vapeur. Deuxièmement, comme pour les unités conventionnelles, les flux de chaleur les plus élevés se produisent dans les évaporateurs, en particulier l’évaporateur HP des HRSG. Par conséquent, les effets de l’entrée d’impuretés ou d’un mauvais contrôle chimique sont amplifiés par les températures et les pressions élevées dans ces circuits. Songez au numéro classique des dommages causés par l’hydrogène, qui occupe les unités à haute pression depuis des décennies.
Dans ce mécanisme, l'agent corrosif le plus grave, le chlorure, qui peut pénétrer lors d'une fuite de refroidissement du condenseur, peut se concentrer sous les dépôts de tubes de cloison d'eau et générer de l'acide. L’équation suivante décrit un mécanisme commun :
MgCl2 + 2H2O → Mg(OH)2↓ + 2HCl
La production d’acide et la corrosion du métal qui en résulte sont problématiques à elles seules, mais les très petits atomes d’hydrogène pénétreront dans la matrice d’acier et réagiront ensuite avec le carbone dans l’acier.
4H + C → CH4
La formation de molécules volumineuses de méthane induit des fissures, qui peuvent ensuite provoquer des défaillances avec très peu de perte de métal.

Les dommages causés par l’hydrogène demeurent l’un des principaux mécanismes de corrosion des générateurs de vapeur modernes, c’est pourquoi, comme l’indique la liste ci-dessous, l’arrêt immédiat de l’unité est nécessaire si le pH de l’eau de la chaudière chute sous 8,0.
Les analyses d’eau de chaudière recommandées comprennent :
- pH (< 8,0, arrêt immédiat de la chaudière)
- CACE
- Conductivité spécifique
- Chlorure
- Silice
- Phosphate (pour les unités sous traitement au phosphate)
- Fer : < 5 ppb
Aucune limite directe n’est indiquée pour la plupart des paramètres, car les limites sont variables en fonction de la pression de la chaudière. L’EPRI a publié des graphiques détaillés pour ces paramètres, mais ils ne sont accessibles qu’aux membres de l’EPRI. D’autres directives sont disponibles gratuitement auprès de l’International Association of the Properties of Water and Steam (IAPWS).
Remarquez également la limite pour le fer. Les circuits LP et certains emplacements IP d’un groupe Gestion des ressources humaines peuvent souffrir d’un FAC en deux phases. La surveillance du fer est importante pour s’assurer que la chimie adéquate est maintenue dans ces circuits.
Remarque sur le phosphate : Depuis des décennies, le phosphate trisodique (Na3PO4) est un produit chimique de traitement de l’eau de chaudière de base dans de nombreuses unités de barils. Cependant, le contrôle de la concentration en phosphate est difficile en raison de la solubilité inverse du composé au-dessus de 300 °F. Pour les unités utilitaires à haute pression, les programmes modernes exigent généralement une concentration maximale de phosphate < 2,4 ppm, et de nombreux chimistes maintiennent la concentration bien en dessous de ce niveau.
Certains membres du personnel de l’usine, en particulier dans l’industrie de l’électricité, sont passés à l’alimentation caustique (NaOH) pour éliminer le « masquage » du phosphate, mais un grand soin est nécessaire avec ces programmes pour prévenir l’entaillement caustique des tubes de cloison d’eau. L’inclusion d’un polissoir de condensat dans la conception du système offre la possibilité d’éliminer le phosphate ou la caustique du programme de traitement de l’eau de chaudière.
Vapeur
Les mesures de pureté de la vapeur sont très importantes, en particulier si la vapeur entraîne une ou plusieurs turbines. Le dépôt de contaminants sur les aubes de turbine peut entraîner de la corrosion et une éventuelle rupture des aubes, ce qui représente une situation potentiellement catastrophique lorsque la turbine tourne à plusieurs milliers de tours par minute. Les paramètres de surveillance de base comprennent ce qui suit :
- CACE : ≤ 0,2 μS/cm
- Sodium : ≤ 2 ppb
- Silice : ≤ 10 ppb
Le sodium fournit une indication directe du transfert du sel ou de l’hydroxyde de sodium avec la vapeur. Les sels, en particulier les sels de chlorure, se déposeront dans les dernières rangées de la turbine basse pression, où ils peuvent causer des piqûres et des fissures de corrosion sous contrainte (SCC) et de la fatigue liée à la corrosion (CF) des lames et des rotors de turbine. Le transfert de l’hydroxyde de sodium est un problème très grave, car le caustique peut rapidement induire le CS des composants de la turbine.
CACE fournit une mesure indirecte du transfert du chlorure et du sulfate et est une ligne directrice de longue date pour les fabricants de turbines. Cependant, l’exactitude du CACE est suspecte, d’autant plus que la limite des deux impuretés est de 2 ppb, semblable au sodium. Un instrument récemment disponible analyse ces deux impuretés jusqu’à un niveau de 0,1 ppb.

L’instrument sépare les ions de l’échantillon par électrophorèse capillaire. Les ions sont ensuite mesurés par un analyseur de conductivité.
On sait depuis longtemps que la silice dans la vapeur précipitera sur les lames de turbine. Bien que le composé ne soit pas corrosif, il peut influencer l’aérodynamisme de la turbine et réduire l’efficacité, d’où la limite recommandée de 10 ppm.
Plusieurs points d’échantillonnage de vapeur sont disponibles dans les unités de production d’énergie. Il s’agit d’échantillons de vapeur saturée, principale et de réchauffage. La vapeur principale et la vapeur de réchauffage sont les plus importantes, car elles fournissent des données sur les impuretés qui pénètrent directement dans la turbine, qui peuvent également provenir de l’eau de température de vapeur contaminée. La mesure de la vapeur saturée est moins importante, mais peut être utile sur une base périodique pour vérifier les problèmes de transfert mécanique des fûts à vapeur. Les séparateurs de vapeur défectueux ou endommagés sont une cause courante de transfert mécanique.
Références
- Lignes directrices sur la chimie du cycle pour les générateurs de vapeur à cycle combiné/récupération de chaleur (HRSG), EPRI, Palo Alto, CA : 2006. 1010438. Remarque : EPRI a publié une version mise à jour de ce document en 2013.
- Buecker, B. et S. Shulder, « Power Plant Cycle Chemistry Fundamentals »; séminaire préalable à la conférence sur le 35e atelier annuel sur la chimie des services publics d’électricité, Le 2 juin 2015, Champaign, Illinois.
À propos des auteurs
Luis Carvalho
Fondateur et propriétaire de l’Industrial Water Treatment Academy (iwtA)
Luis Carvalho est ingénieur chimique et ingénieur professionnel agréé en Ontario, au Canada, avec plus de 35 ans de traitement industriel de l’eau à grande échelle. Sa base de connaissances comprend la chimie du cycle de chaudière à haute pression, y compris FAC, RO, UF, EDI et la technologie de l’eau de refroidissement. Il est le fondateur et le propriétaire de l’Industrial Water Treatment Academy (iwtA) et a récemment occupé le poste d’ingénieur principal chez ChemTreat pendant huit ans, où il était responsable du leadership technique dans le traitement des chaudières à haute pression dans une myriade d’industries à travers le monde. Luis a joué un rôle important dans la définition de nouveaux critères de pureté de la vapeur pour une utilisation dans les turbines et dans l’introduction de changements aux directives de pureté de la vapeur qui durent des décennies. Il a remporté le prix Paul Cohen en 2006 à la Conférence internationale sur l’eau. En 2018, Luis a été président du sous-comité technique sur les fuites d’air dans les systèmes d’eau vapeur de l’Association internationale des propriétés de l’eau et de la vapeur (International Association of the Properties of Water & Steam, IAPWS).

Tom Nix
Conseiller principal en personnel technique
Tom Nix est un expert technique de confiance possédant des décennies d’expérience en traitement de l’eau industrielle. Nix connaît bien une vaste gamme d’applications, y compris la clarification de l’affluent, l’adoucissement, la déminéralisation, l’osmose inverse, le traitement de l’eau de refroidissement, le traitement des chaudières à basse et haute pression et le traitement des eaux usées. Il est titulaire d’un baccalauréat en biologie environnementale de l’Université du Texas à Austin.

Brad Buecker
Président de Buecker & Associates, LLC
Brad Buecker est président de Buecker & Associates, LLC, et plus récemment, il a occupé le poste de publiciste technique principal chez ChemTreat, Inc. Il possède plus de quatre décennies d’expérience dans l’industrie de l’électricité ou en soutien, dont une grande partie dans la chimie de production de vapeur, le traitement de l’eau et le contrôle de la qualité de l’air. Buecker est titulaire d’un baccalauréat en chimie de l’Iowa State University. Il a écrit ou coécrit plus de 250 articles pour divers magazines spécialisés techniques et a écrit trois livres sur la chimie des centrales électriques et le contrôle de la pollution atmosphérique. Il siège au conseil consultatif éditorial de la technologie de l’eau et est membre du comité de planification de l’ACS, de l’AIChE, de l’AIST, de l’ASME, de la NACE (maintenant AMPP) et de l’atelier de chimie des services publics d’électricité.
Remerciements
Le manuel ChemTreat Water Essentials n’aurait pas été possible sans les contributions de nombreuses personnes.Voir la liste complète des contributeurs.
