
Au fil du temps, les générateurs de vapeur haute pression et haute pureté comme les chaudières à chaleur résiduelle subiront de la corrosion et des dépôts. Les experts en traitement de l’eau industrielle peuvent aider les installations chimiques, pétrochimiques et de raffinage à minimiser ces effets pour améliorer l’efficacité et la fiabilité du système.
Cet article fournit :
- 1. Un aperçu de base de la chimie du cycle de vapeur haute pression et haute pureté pour les industries chimiques, pétrochimiques et de raffinage
- 2. Une introduction aux quatre piliers du traitement par cycle de vapeur
- 3. Une discussion sur les problèmes typiques des générateurs de vapeur dans les usines de traitement chimique, ainsi que sur les possibilités d’amélioration
- a. impuretés anioniques et cationiques
- b. Corrosion et condensation
- c. Manque de surveillance et d’instrumentation de la qualité de la vapeur
Nous espérons que cette discussion aidera le personnel des installations de produits chimiques à améliorer la production à long terme et la fiabilité de leurs systèmes de vapeur.
Pourquoi le traitement de l’eau de chaudière est important
Un aperçu de la chimie du cycle de vapeur haute pression et haute pureté
L’objectif principal du traitement de l’eau de chaudière est de réduire la corrosion tout au long du cycle de vapeur.
Les chaudières de traitement diffèrent légèrement de la tour de refroidissement, de la boucle fermée et d’autres traitements chimiques. Par exemple, les véritables inhibiteurs de corrosion ne sont pas ajoutés à un système de chaudière. Les anions agressifs comme le calcium, le magnésium, les chlorures, les sulfates et les silices sont plutôt éliminés.
L’oxygène est également éliminé par des moyens mécaniques et chimiques.
Un pH et des températures plus élevés stimulent les processus de passivation naturels qui réduisent la corrosion et les émissions, de sorte que le traitement par chaudière implique généralement également une augmentation du pH.
L’objectif secondaire du traitement de l’eau de chaudière est de réduire les dépôts après le prétraitement.
Le fer et, dans une moindre mesure, le dépôt de cuivre sont particulièrement problématiques, car ils peuvent être transportés dans les générateurs de vapeur et les chaudières. Le fer transporté dans les dépôts des chaudières dans les zones à haut flux de chaleur, ce qui pourrait entraîner une corrosion sous-dépôt.
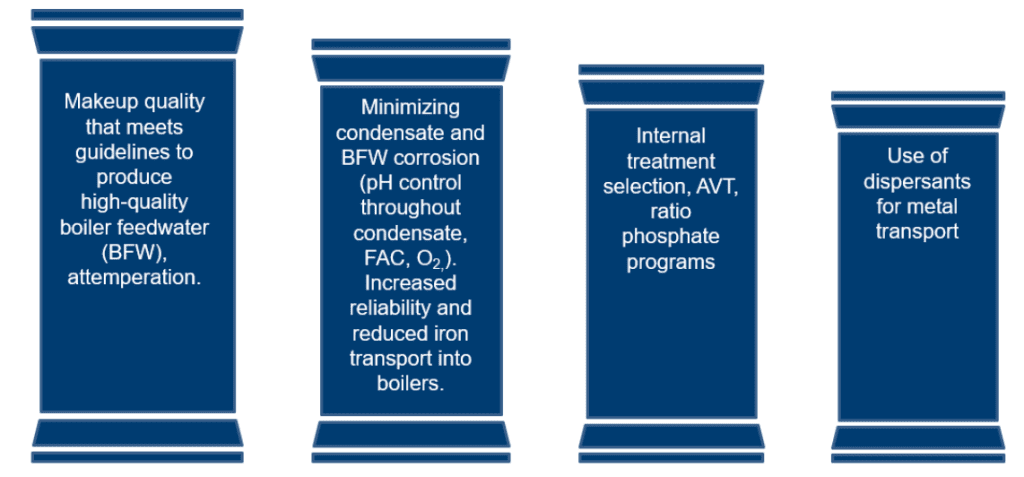
Les quatre piliers du traitement par cycle de vapeur
Les quatre piliers du traitement par cycle de vapeur sont un outil utile pour comprendre le traitement par chaudière et les lacunes communes observées dans les installations de traitement chimique.
Les piliers du niveau d’importance décroissant sont :
- 1. Production d’eau d’alimentation de haute qualité
- 2. Réduction du condensat et de la corrosion
- 3. Sélection du traitement interne et TVA
- 4. Traitement dispersant pour le transport du métal
Il est important de noter que :
- Si les deux premiers piliers sont traités avec un minimum d’écarts, les deux autres piliers deviennent moins problématiques.
- S’il y a des lacunes ou des défaillances dans les deux premiers piliers, les deux deuxièmes ont moins d’importance, car les problèmes de fiabilité du système deviennent plus répandus.
Pilier 1 : Produire de l’eau d’alimentation de haute qualité grâce à un maquillage de haute qualité
Le premier pilier représente un problème particulièrement difficile dans l’industrie du traitement chimique. L’eau d’alimentation de haute qualité est créée par l’atténuation de l’eau d’alimentation de chaudière (BFW) de haute qualité. Ce processus implique le contrôle et la mesure des impuretés ioniques de faible niveau pour éviter la contamination de l’eau d’alimentation de la chaudière, car les contaminants peuvent se retrouver dans la vapeur à travers le processus d’atténuation.
Pilier 2 : Minimiser la corrosion de l’eau d’alimentation du condensat et de la chaudière
Le deuxième pilier se concentre sur la réduction des condensats et de la corrosion de la BFW. Cela est généralement accompli en appliquant des amines ou de l’ammoniac, ainsi qu’en évacuant l’oxygène.
En général, l’objectif est de minimiser les produits de corrosion et le transport du fer dans le système. Plus précisément, nous explorerons la corrosion accélérée par le débit (FAC), un autre écart majeur auquel sont confrontées les usines chimiques et pétrochimiques ainsi que les raffineries.
Pilier 3 : Sélection du traitement interne approprié
Le troisième pilier aborde l’importance de choisir le bon traitement interne du gyrateur à vapeur et de la chaudière en fonction des besoins spécifiques d’un système. Cela pourrait inclure des programmes de rapport de traitement entièrement volatil (TAP) utilisant du phosphate de sodium ou des programmes entièrement polymères qui peuvent être utilisés à des pressions plus basses.
Pilier 4 : Utilisation de dispersants pour le transport du métal
Le dernier pilier fait référence à l’utilisation de polymères pour disperser le fer. Dans certains cas, ce traitement est recommandé pour réduire le transport du fer dans les générateurs de vapeur et les chaudières.
Trois lacunes communes dans le traitement du cycle de vapeur dans les installations de traitement chimique
Les quatre piliers fournissent une base solide pour une discussion plus approfondie sur les défis spécifiques auxquels de nombreuses installations chimiques, pétrochimiques et de raffinage font face.
- 1. impuretés anioniques et cationiques
- 2. Corrosion et condensat accélérés
- 3. Manque de surveillance et d’instrumentation de la qualité de la vapeur
1. Impuretés anioniques et cationiques
La qualité de l’eau d’alimentation est un domaine d’amélioration majeur pour de nombreux transformateurs chimiques. En fait, la qualité de l’eau déminéralisée stimule la majorité des besoins chimiques des chaudières.
Malheureusement, de nombreuses usines ne suivent pas les meilleures pratiques et font fonctionner des chaudières avec de faibles niveaux d’impuretés ioniques dans leur eau d’appoint. Le contrôle et la mesure des impuretés ioniques de faible niveau sont un facteur important pour maintenir l’efficacité de la chaudière.
Glissement de la cation
Les plantes utilisent généralement une forme d’échange d’ions de lit mixte pour produire de l’eau plus pure.
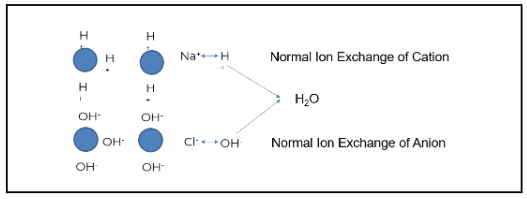
L’image ci-dessus montre comment fonctionne ce processus lorsque l’échange d’ions est correctement généré et fonctionne comme prévu. Les cercles bleus représentent des perles ioniques. Lorsqu’il est régénéré, le cation est chargé d’un ion hydrogène ou hydronium. La perle anionique est chargée d’un ion hydroxyle.
À l’aide de l’exemple du sel (NaCl) et de l’eau (H2O), le sodium (le cation) s’échange avec un ion hydrogène. Le chlorure (la partie anionique) s’échange avec un ion hydroxyle, créant de l’eau pure. Dans les bonnes conditions, la régénération produit de l’eau d’alimentation de haute qualité. Cependant, des espaces tels que le glissement du lit de cations peuvent se produire lorsque l’échange d’ions ne fonctionne pas comme prévu.
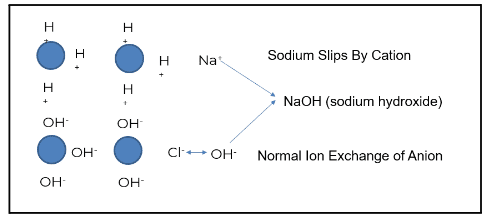
Le sodium est un ion courant observé lorsque le lit de cations commence à glisser. Dans l’exemple ci-dessus, le sodium ne s’échange pas avec l’hydronium ou l’ion hydrogène; c’est ce qu’on appelle le « glissement ». Le glissement fait passer le sodium dans le chlorure. Le chlorure de sodium s’échange ensuite avec un ion hydroxyle et le sodium glisse sous forme d’hydroxyde de sodium.
L’hydroxyde de sodium se concentrera d’abord dans l’eau de la chaudière, augmentant ainsi le pH de la chaudière. Cela augmentera le rapport sodium-phosphate, ce qui, à son tour, augmente le risque de corrosion sous-dépôt et de gougeage caustique. La contamination par atténuation réduit la qualité de la vapeur pour les turbines, et le calcium et le magnésium peuvent passer dans des conditions plus stressées.
Même des taux de sodium légèrement élevés présentent un risque de formation d’hydroxyde de sodium dans les dépôts de fer. Lorsque cela se produit, les dépôts de fer poreux dans les chaudières (connus sous le nom de « ébullition par mèche », qui seront abordés plus loin dans cet article), l’eau de la chaudière s’évapore et des niveaux élevés de concentré de fer restent.
Si l’hydroxyde de sodium atteint l’eau d’alimentation, qui est normalement utilisée pour le déchauffage, cela pourrait contaminer directement la vapeur allant aux lames de la turbine, réduisant ainsi l’efficacité. L’hydroxyde peut également se déposer sur les lames de la turbine dans la zone de transition de phase lorsqu’il commence à se condenser, ce qui peut causer des fissures de corrosion sous contrainte, généralement sur les racines, où les lames de la turbine se fixent au rotor.
Dans des conditions extrêmes, lorsque la résine cationique est épuisée, les ions de dureté du calcium et du magnésium commenceront à passer, ce qui peut causer des problèmes de dépôt dans les chaudières à des températures plus élevées. Les chaudières sont pratiquement intolérantes à la dureté à ce niveau, et le calcium magnésium peut réagir avec l’alcalinité et commencer à abandonner le pH dans la chaudière.
Glissement d’anions
Bien qu’il ne soit pas aussi courant que le glissement des cations, le glissement des anions est un point important à discuter. Fait intéressant, les anions glissants ont l’effet opposé d’un cation glissant. Le premier anion que nous voyons généralement glisser est la silice. La silice glissante se combine à l’ion hydronium échangé, formant une espèce légèrement acide. Selon la température, la pression et le pH, la silice dans ces chaudières haute pression et haute pureté est sujette au transfert mécanique et vaporeux dans les barils. Cela pose un risque pour les turbines; la silice forme des dépôts sur les lames de turbine, réduisant ainsi l’efficacité.
Un autre problème avec la silice est que, contrairement au sodium, elle ne peut pas être éliminée avec le lavage à l’eau. La silice forme un dépôt très tenace sur les lames de turbine qui est difficile à enlever.
D’autres anions qui peuvent glisser sont les chlorures et les sulfates, qui se combinent avec l’ion hydrogène pour former des acides minéraux, tels que l’acide chlorhydrique et l’acide sulfurique, ce qui réduit le pH de la chaudière. Ceux-ci augmentent le risque de corrosion sous-dépôt dans les dépôts de fer poreux.
Si des acides minéraux pénètrent dans la vapeur, ils fournissent un autre mécanisme de fissuration par corrosion sous contrainte dans les lames de turbine.
2. Condensat et corrosion accélérés
Lorsqu’il s’agit de minimiser les condensats et la corrosion, la priorité principale est de réduire les niveaux de transport du fer et d’autres métaux dans les chaudières.
Transport du fer et du cuivre dans les générateurs de vapeur
Les systèmes d’eau dans les installations de traitement chimique ont tendance à être grands, avec des systèmes de condensat compliqués et des cycles de vapeur étendus. En général, l’eau d’alimentation entrant dans la chaudière aura des niveaux élevés de fer, voire de métaux jaunes. Tout métal entrant dans la chaudière peut se déposer sur les surfaces de la chaudière; il est difficile de les garder en solution dans les zones à flux de chaleur plus élevé. Cela crée des sites potentiels de corrosion sous-dépôt.
Les images suivantes montrent des exemples de corrosion sous-dépôt. Le premier est un échangeur de ligne de transfert (TLE) provenant d’une usine de méthanol, où les déchets de gaz calorifiques ont été envoyés à travers les tubes. Le gaspillage de phosphate acide a causé la formation de sites de corrosion sous-dépôt. L’usine était passée à un programme de phosphate de sodium beaucoup plus élevé des années auparavant, mais les dommages ont déjà été faits.
Les images suivantes montrent des exemples de corrosion sous-dépôt. Le premier est un échangeur de ligne de transfert (TLE) provenant d’une usine de méthanol, où les déchets de gaz calorifiques ont été envoyés à travers les tubes. Le gaspillage de phosphate acide a causé la formation de sites de corrosion sous-dépôt. L’usine était passée à un programme de phosphate de sodium beaucoup plus élevé des années auparavant, mais les dommages ont déjà été faits.
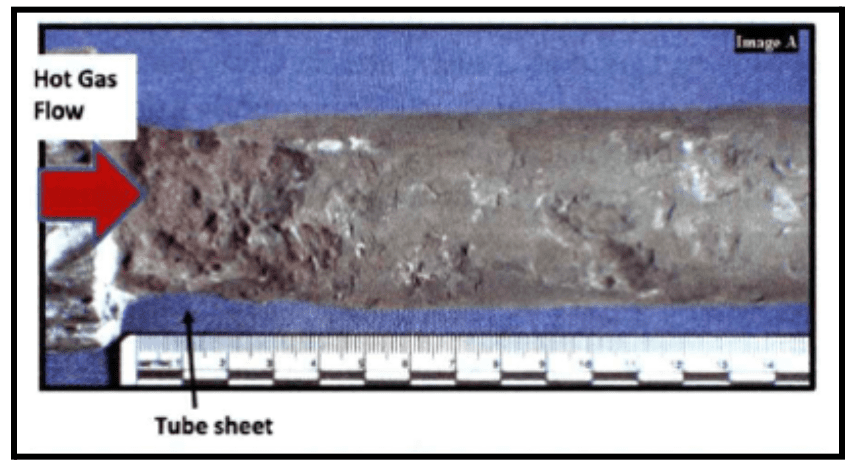
Cela représente un défi majeur de la corrosion sous-dépôt : une fois qu’elle se produit, la chimie de l’eau en vrac aura un effet minimal sur les sites de corrosion sous-dépôt existants.
La deuxième image est un exemple d’une défaillance de paroi épaisse dans une chaudière utilitaire. Il montre une mise en plis complète, connue sous le nom de dommage à l’hydrogène. Cela a été causé par une espèce très acide qui s’est déposée dans la matrice en acier et qui a converti les sites de carbone en méthane, ce qui a conduit le mur à se dilater et a finalement entraîné la grande défaillance observée ici.
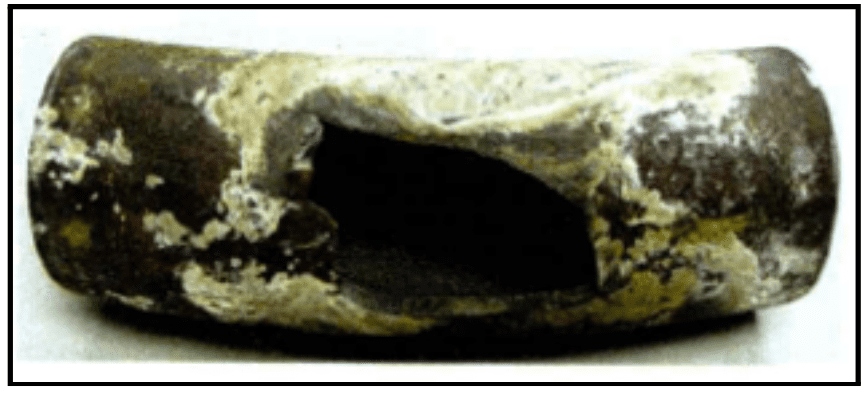
Image gracieuseté de Kurt Kraetsch, ChemTreat
Ces images illustrent l’importance du prétraitement pour l’efficacité de la chaudière. Un prétraitement efficace réduit le transport du fer et d’autres métaux dans la chaudière. Environ 30 % du fer entrant dans une chaudière reste soluble et est éliminé par purge continue.
Le traitement aux polymères peut aider à réduire le transport du métal et peut être une bonne option pour les chaudières ayant des antécédents de problèmes de corrosion sous-dépôt.
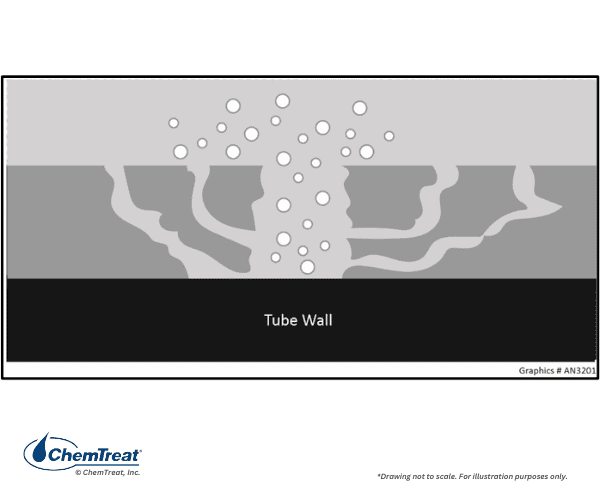
Ébullition de la mèche
Le graphique suivant illustre un principe appelé « ébullition de la mèche », où des dépôts de fer poreux se forment sur les zones de flux de chaleur plus élevés d’un tube de chaudière. Ces dépôts se produisent lorsque l’eau contenant des impuretés ioniques s’écoule dans le tube et s’évapore, créant des niveaux élevés de concentration de ces espèces acides et caustiques. Cela entraîne une corrosion sous-dépôt sous forme de gaspillage de tube. L’ébullition de la mèche cause généralement des dommages à l’hydrogène à un pH de 4, au phosphate acide à faible pH et à l’entaille caustique à pH élevé.
Équilibrer la corrosion de l’acier doux et du cuivre dans le préchaudière
Les chaudières à métaux mixtes posent des défis supplémentaires en matière de traitement de l’eau. Ces chaudières sont généralement faites d’acier doux et d’une certaine forme de métal jaune, comme le cuivre et les alliages de cuivre comme le nickel et le laiton.
Le cuivre et l’acier nécessitent des types de traitement complètement différents pour inhiber la corrosion, ce qui rend difficile l’étalonnage du traitement en conséquence.
Pour le cuivre, l’inhibition de la corrosion implique généralement de baisser le pH à la plage 7-8. Des niveaux plus élevés d’éliminateur d’oxygène sont généralement ajoutés pour y parvenir.
L’acier doux, quant à lui, répond mieux aux amines et à un pH plus élevé.
L’équilibre du pH et de l’alimentation en amine/ammoniaque et en oxygène est un défi constant dans les systèmes de métallurgie mixte.
Corrosion accélérée par le débit : Eau d’alimentation et condensat
Le contrôle de la corrosion accélérée par le débit (FAC) présente l’un des écarts les plus importants dans le traitement de l’eau pour l’industrie chimique. Le FAC se produit lorsque le taux d’oxygène, ou le taux auquel la couche de magnétite se dissout, est supérieur à son taux de formation.
Bien que ce concept ait longtemps été bien compris, les meilleures pratiques pour son atténuation n’ont pas été appliquées de façon constante dans l’industrie chimique.
Le graphique suivant illustre le cycle FAC.
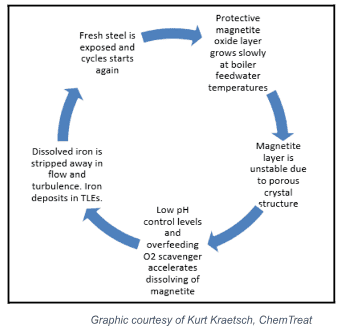
Le processus commence dans le coin supérieur droit. La couche d’oxyde se développe lentement au début, car les températures de l’eau d’alimentation de la chaudière sont douces.
La couche de magnétite continue de croître, développant une structure de cristal poreuse instable.
Le contrôle de l’ammoniac/amine et de l’éliminateur d’oxygène entre en jeu à l’étape suivante, car un pH plus faible et des niveaux élevés d’éliminateur d’oxygène accélèrent la dissolution de la couche de magnétite.
Lorsque le fer est dissous, il est éliminé dans les zones à haut débit et turbulentes, formant des dépôts dans les TLE et les chaudières.
Cela laisse le métal frais exposé, redémarrant le cycle.
Réduire le potentiel FAC grâce au contrôle du pH de l’eau d’alimentation
Le graphique ci-dessous montre la solubilité de la couche de magnétite, représentant le risque de FAC.
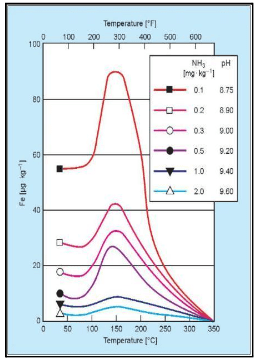
L’axe horizontal affiche la température, tandis que l’axe vertical est en corrélation avec la solubilité. Le risque atteint un pic d’environ 300 °F ou 150 °C, ce qui correspond à peu près au fonctionnement standard du système d’alimentation, selon la pression du dégazeur.
Les lignes de couleur individuelle représentent le pH. À mesure que le pH augmente, la capacité du système à résister à la dissolution de la couche de magnétite augmente. La solubilité la plus élevée indiquée sur ce graphique est un pH de 8,75, qui diminue considérablement à mesure que le pH augmente jusqu’à la plage 9,4-9,6. Par conséquent, il peut être très difficile d’équilibrer le fonctionnement de l’eau d’alimentation et du condensat au pH le plus élevé possible, tout en traitant efficacement les métaux jaunes.
Comprendre l’impact de l’oxygène sur le FAC
L’impact de l’oxygène sur le FAC n’est pas bien compris. L’oxygène fonctionne en synergie avec des anions agressifs comme les chlorures et les sulfates, causant la corrosion. Cependant, l’oxygène peut également aider à réduire le FAC.
Comme mentionné précédemment, la couche de magnétite qui se forme dans les systèmes d’eau d’alimentation est poreuse. Si les cavités de la couche sont remplies d’hématite en augmentant légèrement l’infiltration d’oxygène, une couche d’oxyde plus forte se développera, ce qui est moins susceptible de se dissoudre et de causer le FAC.
Dans les systèmes entièrement en acier, le pH n’est pas toujours réglé aussi haut que nécessaire, et la réduction ou l’élimination de l’application d’épurateur d’oxygène peut aider à réduire le FAC, selon l’analyse du transport du fer.
3. Manque de surveillance et d’instrumentation de la qualité de la vapeur
Comme pour les occasions d’amélioration discutées dans la section précédente, le respect des pratiques exemplaires en matière de surveillance et d’instrumentation dans les systèmes de vapeur est un facteur important d’un traitement efficace de l’eau.
La surveillance de la qualité de la vapeur aide à maintenir la pureté de la vapeur allant aux turbines. Certains paramètres de surveillance courants sont examinés dans les sections suivantes, suivis d’une discussion sur les avantages de l’utilisation d’instruments plutôt que de se fier uniquement à l’échantillonnage.
Sodium et silice
Les dépôts de sodium et de silice, ainsi que les anions agressifs comme les chlorures et les sulfates, peuvent causer des fissures de corrosion sous contrainte aux extrémités humides des lames de turbine, réduisant ainsi l’efficacité du système.
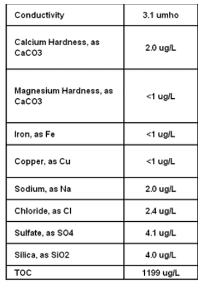
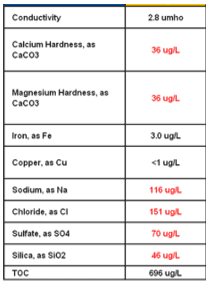
Ces rapports analytiques montrent la présence de diverses impuretés dans une unité d’éthylène de 600 livres pendant les opérations standard par rapport à une fuite du condenseur. Il est important de noter que la conductivité a montré très peu de changement pendant la fuite du condenseur. Cette installation a utilisé des tests à base d’eau de très faible niveau pour suivre les impuretés, mais n’avait pas de surveillance du sodium en place. L'utilisation d'instruments pour surveiller le sodium peut avoir pris la fuite du condenseur plus tôt.
La surveillance de l’eau d’alimentation et de la vapeur avec l’instrumentation est une pratique exemplaire de traitement de l’eau. Cependant, ces systèmes peuvent être difficiles et coûteux à moderniser et à entretenir.
Une alternative est la surveillance de la conductivité des cations, qui offre une bonne option pour tester les impuretés ioniques de faible niveau.
Surveillance de la conductivité des cations
Il existe deux principaux types de surveillance de la conductivité des cations.
- 1. Conductivité de cation dégazée, où l’eau est bouillie, puis refroidie à nouveau et passe dans une colonne d’échange de cations solide, généralement pour éliminer le CO2. Les unités plus récentes peuvent utiliser une purge à l’azote pour éliminer le CO2.
- 2. Surveillance de la conductivité des cations non dégazés, dans laquelle l’eau passe dans la colonne d’échange de cations sans être bouillie.

Photo gracieuseté de Hach.
Que l’eau soit dégazée ou non, la clé est de mesurer la conductivité avant et après la colonne d’échange de cations.
Deux principes de surveillance de la conductivité des cations
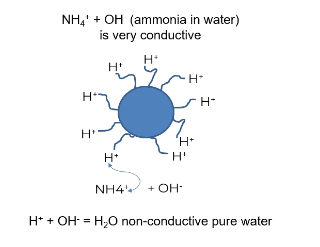
- 1. La majorité de la conductivité présente dans les systèmes de vapeur, d’eau d’alimentation et de condensat provient de l’ajout d’ammoniac ou d’amines, et non d’impuretés ioniques. La surveillance de la conductivité des cations élimine l’impact de l’ammoniac ou des amines sur la lecture de conductivité. Le diagramme ci-dessous montre l’ammoniac sous forme d’hydroxyde d’ammoniac dans l’eau. La portion d’ammonium (le cation) s’échangera avec un hydronium ou de l’hydroxyzine pour former de l’eau pure, éliminant ainsi l’effet de masquage produit par les amines ou l’ammoniac.
- 2. La conductivité des cations convertit de faibles niveaux d’impuretés en acides, qui sont toujours plus conducteurs que leurs sels neutres. Lors d'une fuite du condenseur ou d'une période de mauvais échange d'ions, le chlorure de sodium est une impureté typique. Le sodium contenu dans le chlorure de sodium s’échange avec un hydronium hydroxyle ou un ion hydrogène pour former de l’acide chlorhydrique, amplifiant l’effet de la conductivité en prenant une faible part par milliard d’impuretés ioniques et en les convertissant en acides.
- a. Au cours de la fuite du condenseur de l'unité d'éthylène montrée précédemment, il y a eu une légère absorption dans la conductivité normale, non neutralisée ou non cationique. La conductivité moyenne est passée de 3–4,5 à 3,5–4,5. Il serait généralement difficile de noter cette différence; cependant, la conductivité des cations augmentée par un facteur de 10In des zones telles que les systèmes d’eau d’alimentation, de vapeur et de condensat, la conductivité des cations offre un moyen efficace de mesurer et de surveiller de très faibles niveaux d’impuretés ioniques par instrumentation.
Les avantages de l’instrumentation par rapport à l’échantillonnage
L’exemple ci-dessus illustre l’importance de l’instrumentation pour aider les installations à détecter les problèmes de système de chaudière.
Certaines usines de traitement chimique comptent toujours uniquement sur des échantillons « d’agrippement », qui fournissent une image incomplète de la qualité de l’eau du système. Surtout dans les unités à haute pression et à haute pureté, la surveillance avec instrumentation est une meilleure pratique, avec l’échantillonnage par saisie utilisé uniquement comme réserve.
Conclusion
Minimiser la corrosion et les dépôts dans les générateurs de vapeur et les chaudières à haute pureté et à haute pression est un élément important du maintien de la fiabilité et de l’efficacité du système dans les installations chimiques, pétrochimiques et de raffinage.
Lors de la conception d’un programme de traitement de l’eau, il est important de garder à l’esprit les quatre piliers du traitement de l’eau de vapeur, ainsi que d’identifier les domaines d’amélioration en fonction des lacunes communes.
L’objectif ultime de cette publication était de combler ces lacunes dans le traitement des générateurs de vapeur haute pureté et haute pression et d’aider votre installation à améliorer la fiabilité à long terme de vos chaudières et turbines à vapeur en mettant en œuvre les meilleures pratiques en matière de chimie et de surveillance des traitements.
Comme pour toutes les autres technologies, une diligence raisonnable est nécessaire pour déterminer la faisabilité de l’utilisation des méthodes discutées dans ce billet. Il est important de consulter les manuels et guides de votre équipement et de demander conseil à votre représentant local du traitement de l’eau pour répondre aux besoins spécifiques de votre établissement.

