
Qu’est-ce que le prétraitement?
Le prétraitement est un terme général utilisé pour décrire tout équipement, produit chimique ou procédé utilisé pour traiter l’eau industrielle avant de l’utiliser à d’autres fins. Si vous avez une unité d’osmose inverse (OI), vous pourriez avoir besoin de filtres en amont pour éliminer les solides en suspension. Si vous avez des chaudières, les contaminants tels que la dureté et les solides en suspension devront être éliminés. L’eau qui doit être déversée d’une usine peut également nécessiter une forme de prétraitement avant de pouvoir être éliminée.
Pourquoi le prétraitement est-il important?
Malheureusement, vous ne pouvez pas simplement envoyer l’eau de la ville directement à une chaudière ou déverser les eaux usées directement dans l’approvisionnement en eau de la ville. Cela pourrait causer l’entartrage et/ou le dépôt de solides en suspension, ce qui pourrait boucher les tubes. Cela peut, à son tour, vous obliger à alimenter plus de produits chimiques, à effectuer plus de nettoyages et à remplacer votre équipement plus fréquemment.
Selon les besoins de votre système, les systèmes de prétraitement peuvent devenir très complexes.
Sources d’eau
En ce qui concerne les unités RO, il y a deux catégories d’eau différentes à considérer :
- Eau saumâtre : moins de 15 000 solides dissous au total
- Eau de mer : plus de 15 000 solides dissous au total
Les matières dissoutes totales (SDT) ne sont toutefois pas le seul facteur déterminant. Il est également important de faire la distinction entre l’eau de surface, l’eau souterraine/de puits et l’eau tertiaire/de réutilisation.
- Eau de surface : une concentration plus élevée de bactéries, de solides en suspension, de saletés et de grains, ainsi que des fluctuations de température et de chimie basées sur les conditions météorologiques locales
- Eau souterraine/de puits : plus d’alcalinité, de dureté et potentiellement de fer, car cette eau traverse le calcaire souterrain
- Eau tertiaire/réutilisation : plus élevée en TDS, en solides en suspension totaux (TSS), en métaux dissous et en nutriments de bactéries comme les composés de phosphate et d’azote, car cette eau a probablement déjà été utilisée par la ville ou la plante elle-même.
Chacune de ces sources d’eau nécessitera différents types de prétraitement.
Traitement de l’eau d’alimentation RO
Deux des plus grandes préoccupations lors de la préparation de l’eau pour l’alimentation d’une unité RO sont l’élimination des solides en suspension jusqu’à une limite acceptable d’indice de densité de limon (IDS) et le traitement de l’eau pour les bactéries. L’unité d’OI peut tolérer une vaste gamme d’inorganiques, mais lorsque les niveaux de métaux lourds dépassent 0,05 ppm, ils devront être retirés avant l’OI.
La composition de l’eau peut changer, donc la conception d’un programme de traitement peut poser des défis. Même si vous avez une source d’eau de puits avec un taux de conductivité constant, les niveaux de dureté et d’alcalinité peuvent changer au fil du temps. Il est très important d’utiliser les échantillons d’eau les plus récents ainsi que plus d’un échantillon sur une période de temps lorsque cela est possible lors de la conception d’un programme de traitement pour s’assurer que vous disposez des bonnes données pour prendre une décision. De nombreuses usines négligent toute forme de test SDI ou bactérien lors de la conception d’une usine de prétraitement, ce qui peut avoir un impact négatif sur les unités d’OI.
Effets négatifs d’un mauvais prétraitement
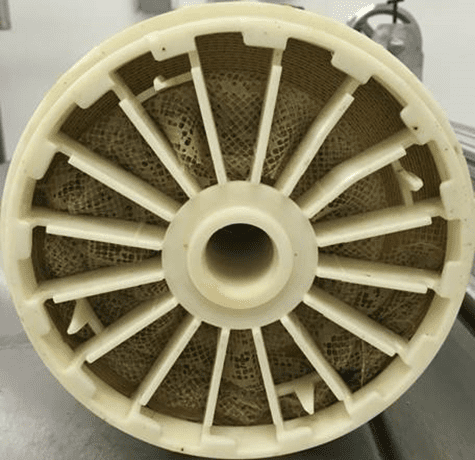
Cette image illustre les effets négatifs d’un mauvais prétraitement. Un mauvais prétraitement peut nuire à votre équipement en amont et en aval.
Six conseils pour optimiser votre prétraitement
1. Maximiser l’efficacité du sel assouplissant
Les assouplissants éliminent la dureté et les autres ions dissous avec une charge positive supérieure au sodium, y compris certains potassiums, fers et métaux lourds. Il peut également agir comme filtre physique et éliminer certains TSS, même s’ils ne sont généralement pas conçus pour le faire dans le processus de prétraitement. Tout le reste passe à travers l’adoucissant.
Lorsque l’adoucisseur évacue son sodium, les billes doivent être rechargées avec de la saumure de chlorure de sodium.
Trois éléments à considérer lors de la détermination de la capacité de résine :
- Livres de sel ajoutées par pied cube
- Pied cube de résine dans le réservoir
- Dureté totale dans l’eau allant à l’adoucisseur
À mesure que plus de sel est ajouté pendant la régénération, la capacité augmentera.
lb de sel ÷ Kgr/pi3 pour la capacité = efficacité du sel
L’augmentation de la capacité n’est pas linéaire, et vous verrez un point de rupture indiquant la quantité de sel à utiliser et la capacité que vous en tirerez. L’équipe ChemTreat connaît bien ces calculs et peut travailler activement avec vous pour vous aider à optimiser vos systèmes.
Faites attention aux fuites de sodium : Moins vous utilisez de sel pendant la régénération, plus la dureté risque de s’infiltrer.
De nombreuses installations régleront leur régénération d’adoucisseur sur une minuterie, mais ce n’est peut-être pas la meilleure façon d’économiser de l’eau et du sel. Il est important de vous assurer que vous prenez le contrôle de votre système pour éviter de gaspiller des ressources. De plus, n’oubliez pas que si votre usine a des limites de décharge, vous pourriez ne pas être en mesure de décharger facilement les chlorures excédentaires du sel, ce qui rend la réduction des régénérations encore plus cruciale. Il est important de se fier aux données et de ne pas régénérer l’adoucisseur à moins que le sodium ne soit épuisé.
2. Augmenter la récupération de l’OI
Vous pensez peut-être que la fermeture de la vanne de concentré est suffisante pour fonctionner à une récupération d'osmose inverse plus élevée. Cependant, l’augmentation de la récupération de l’osmose inverse a tendance à être un peu plus compliquée.
Portez attention à votre SDI et assurez-vous que les alimentations en produits chimiques sont correctes. Le lavage à contre-courant régulier de vos ultrafiltres en amont ou de vos filtres multimédias est un autre facteur important à garder à l’esprit. Si vous concevez une nouvelle usine d’OI, il est essentiel de tenir compte de ces problèmes lorsque vous cherchez à augmenter la production d’OI.
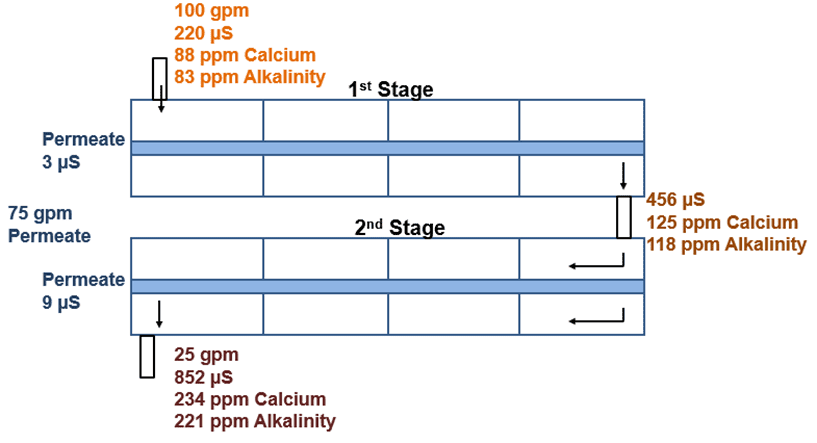
Comme le montre ce diagramme, si nous avons 100 gal/min entrant dans une unité RO et que nous fonctionnons à 75 % de récupération, nous créons 75 gal/min d’eau filtrée (perméat) et 25 gallons par minute descendent dans le drain. Il s’agit du taux de récupération standard que presque tous les systèmes OI traditionnels ont été conçus dans le passé.
Cependant, ce taux d’utilisation de l’eau n’est pas très efficace, surtout si vous vous concentrez sur la durabilité dans votre installation. Alors que les pratiques environnementales, sociales et de gouvernance (ESG) entourant la conservation de l’eau deviennent de plus en plus répandues dans la plupart des industries, la récupération des unités d’OI de 75 % n’est plus un taux de récupération acceptable pour de nombreuses installations.
Bon nombre de nos clients ont demandé de l’aide pour rénover les conceptions à des récupérations plus élevées, installer des unités d’OI de récupération et gérer de nouvelles technologies comme l’osmose inverse en circuit fermé (OCRC), qui peut augmenter la récupération à plus de 90 %.
Lorsque vous cherchez à augmenter la récupération, il est important de tenir compte du potentiel d’entartrage, de la charge ionique et du système hydraulique.
Différence entre les coûts d’eau pour différents taux de récupération pour l’alimentation de 100 gal/min
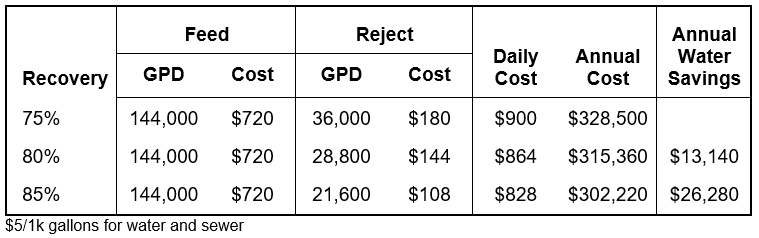
Dans cet exemple, l’augmentation du taux de récupération de 75 % à 80 % permet d’économiser 13 000 $ en coûts d’eau seulement. Bien que la capacité de chaque installation varie, cela montre les économies potentielles que vous pourriez être en mesure d’atteindre en augmentant la récupération de l’osmose inverse.
Cependant, avant de réaliser ces économies, il est important d’évaluer la charge ionique en examinant votre analyse de l’eau.
Facteur de concentration
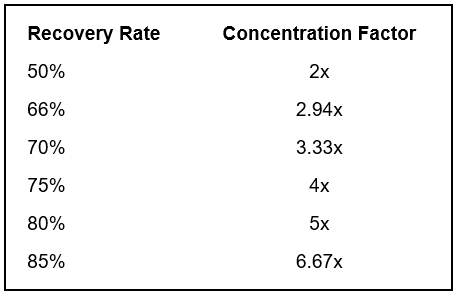
Relation entre le taux de récupération du système OI et le facteur de concentration de la MDT
Un facteur de concentration est associé à chaque taux de récupération. Tout ce qui entre dans l’OI doit se concentrer et laisser l’unité dans le flux de rejet en fonction du facteur de concentration. Au fur et à mesure que le taux augmente, la quantité de TDS en cours de cycle augmente également. Si vous courez à 3 cycles de concentration à une récupération d’environ 66 % et que vous souhaitez passer à 4 cycles, la récupération augmentera à 75 %, soit une augmentation de 9 % à seulement 1 cycle supplémentaire. Mais si vous voulez passer de 4 à 5 cycles, le taux de récupération augmente seulement de 5 % tandis qu’un stress supplémentaire est ajouté au système. Une récupération de 90 % signifie que vous pouvez passer à 10 cycles. Donc, si 10 ppm de dureté arrivent, 100 ppm de dureté laisseront le système à une récupération de 90 %.
Plus le taux de récupération est élevé, plus vous devez porter attention aux fluctuations, même mineures, de la qualité de l’eau d’alimentation, car elles peuvent causer des problèmes de tartre.
Chargement ionique
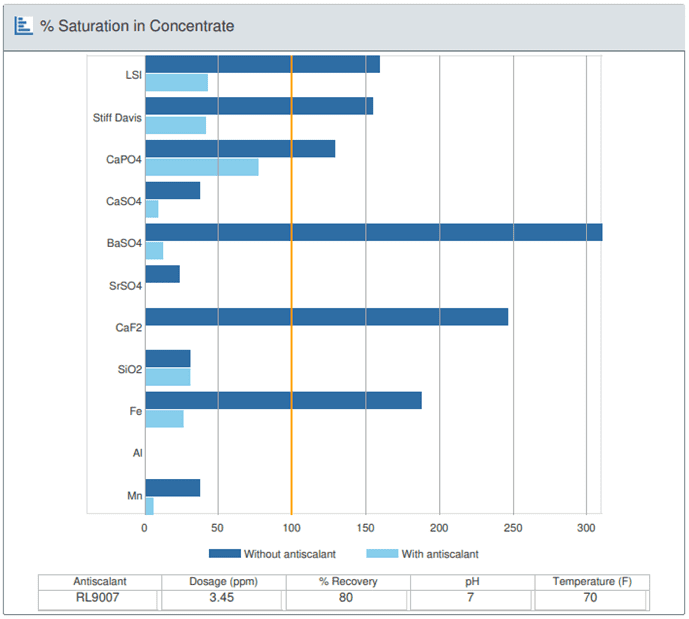
Exemple du configurateur OI de ChemTreat, qui mesure les niveaux de saturation de l’échelle dans certaines conditions pour fournir des recommandations de produit antitartre et de dosage
Comme l’indique ce graphique, l’échelle ne devrait pas se former si la saturation du concentré est inférieure à 100 %. Chaque fois que vous cherchez à augmenter les taux de récupération, une nouvelle projection de détartrage doit être effectuée pour s’assurer que l’antitartre peut supporter la nouvelle charge au pH et à la température spécifiés. Cela peut également vous aider à calculer la quantité d’acide à alimenter pour maintenir une nouvelle cible de pH, au besoin, et à déterminer si le coût de l’acide sera inférieur aux économies d’eau prévues.
Limites hydrauliques
Les limites hydrauliques sont souvent négligées, et pas seulement lorsque les OI sont en cours de modernisation ou que la récupération est augmentée. Notre personnel a vu de nombreux cas de systèmes d’osmose inverse avec un débit de concentré d’environ 4 gallons par minute, lorsque le débit minimum nu pour une membrane de 8 pouces est de 12 gallons par minute. Le fonctionnement de cette façon créera une situation de mise à l’échelle qu’une projection ionique ne détecterait pas et ne prédira pas.
Peu importe à quel point ces installations contrôlent leurs taux d’antitartre et de récupération, elles mettent toujours leurs systèmes à risque de mise à l’échelle. Si la projection de la conception indique que les limites hydrauliques sont en dehors de leurs directives de conception, du tartre peut se former.
Chaque fabricant de membrane offre un téléchargement gratuit de son logiciel pour l’évaluation hydraulique, ce qui souligne des considérations comme le débit d’alimentation maximal pour divers éléments, les débits de flux maximums, etc. Une unité RO qui utilise l’ultrafiltration comme étape de prétraitement peut être poussée un peu plus haut du point de vue du flux, tandis qu’une unité utilisant uniquement un filtre multimédia peut être plus susceptible à l’encrassement des solides en suspension et donc plus limitée du point de vue du flux. Plus votre prétraitement est efficace, plus les débits sont élevés, ce qui signifie moins d’eau qui s’écoule dans le drain.
Si vous cherchez à augmenter la récupération de votre unité et à conserver l’eau, nous vous recommandons d’effectuer une projection de conception (ou de demander à votre fournisseur de traitement de l’eau de le faire) afin de mieux comprendre vos limites hydrauliques en plus des projections normales de détartrage qui s’exécutent généralement lors de la prise de ces décisions.
Réutilisation du rejet d’OI pour améliorer la durabilité
Il existe plusieurs façons de réutiliser le rejet OI dans d’autres parties de votre système. Certaines installations l’ajoutent à leurs tours de refroidissement, en particulier dans les systèmes de refroidissement plus grands où il peut être dilué avec de l’eau d’appoint normale des tours.
Le rejet d’OI peut également être utilisé comme eau de rinçage pour certains équipements de votre usine, à condition qu’il réponde aux critères.
Il peut y avoir d’autres zones où le rejet de l’OI peut être utilisé. Vous pouvez équilibrer l’eau de votre système pour évaluer les occasions potentielles.
3. Chutes de pression de tendance (dP) à travers les étapes individuelles
Les chutes de pression tendancielles à travers les étapes individuelles de votre système OI impliquent l’ajout de manomètres entre les étapes, comme illustré en rouge sur le schéma ci-dessous.
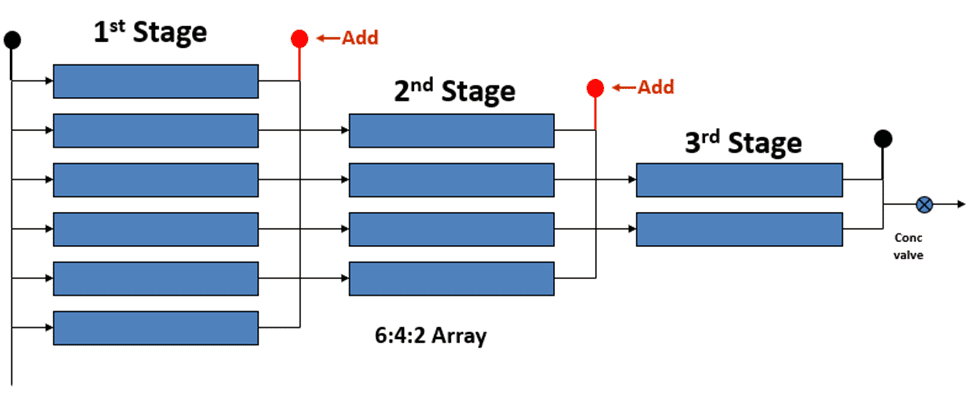
Les étapes individuelles font référence aux récipients sous pression partageant la même eau d’alimentation.
L’eau d’alimentation brute frappera toujours les navires à la première étape. Ces récipients filtreront de l’eau, et l’eau qui n’est pas poussée à travers la membrane peut être envoyée à la deuxième étape pour augmenter la récupération, etc.
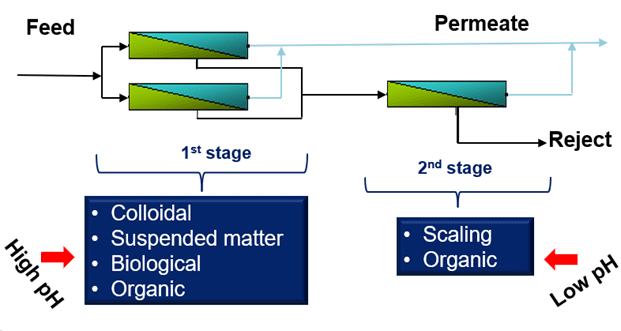
Première étape
La première étape est ce qui est généralement encrassé par des matières microbiologiques, colloïdales, organiques et en suspension (encrassement physique). Si votre prétraitement est stressé et que votre SDI est élevé, la première étape sera la plus difficile à atteindre. Cela signifie que la saleté, le grain, les bactéries, etc. seront emprisonnés dans ces premiers éléments.
Il est souvent recommandé d’installer des manomètres inter-étages afin de pouvoir identifier l’endroit où un problème se produit. Sinon, lorsqu’il est temps de dépanner, vous devrez nettoyer l’ensemble du système avec plusieurs produits au lieu d’une seule partie.
Dernière étape
La dernière étape est l’endroit où la mise à l’échelle peut apparaître. Si la récupération est augmentée ou si l’alimentation d’antitartre est perdue, le risque de tartre augmente. Puisque la dernière étape a de l’eau d’alimentation avec la conductivité la plus élevée, c’est là que le tartre apparaîtra initialement.
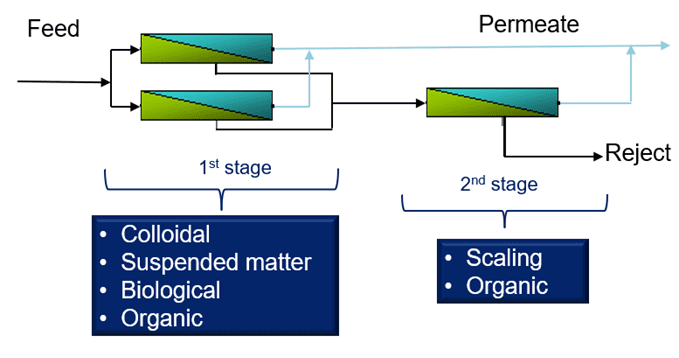
Ce tableau présente plusieurs des principaux problèmes qui touchent les différentes étapes. Les chutes de pression tendancielles séparément par étape peuvent vous aider à effectuer des nettoyages plus efficaces sur votre système, réduisant ainsi la consommation de produits chimiques et d’eau et les besoins en main-d’œuvre.
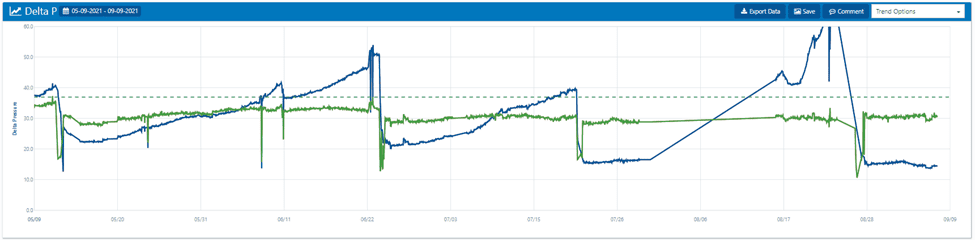
Exemple de baisses de pression tendancielles à différents stades
Bleu : 1er stade dP
Vert : dP de 22e étape
4. Normaliser vos données
Température
De nombreux facteurs affectent le fonctionnement de votre unité d’OI, y compris la température. L’eau plus froide est plus dense, ce qui signifie qu’elle nécessite des pressions de pompage plus élevées pour produire la même quantité d’eau que les températures plus chaudes. Le manuel technique des membranes d’osmose inverse FilmTec de 4 °C (7 °F) indique spécifiquement qu’une baisse de température de l’eau d’alimentation entraînera une diminution du débit d’eau filtrée d’environ 10 % (DuPont de 2022, p. 140).
Salinité
À mesure que l’eau devient plus froide, la qualité de l’eau filtrée peut s’améliorer parce que les pores se resserrent, réduisant ainsi le passage du sel. L’inverse est vrai lorsque l’eau se réchauffe.
Collecte de données pour des nettoyages efficaces
Comme les tendances en matière de baisses de pression, il est important de recueillir des données sur la température, la pression, le débit et la salinité pour assurer des nettoyages efficaces. Si les données sont normalisées, un problème d’encrassement peut être distingué d’un changement de fonctionnement basé sur les fluctuations de température. Cela vous aidera à économiser les produits chimiques, l’eau et la main-d’œuvre lorsqu’il s’agit d’effectuer des procédures de nettoyage sur place (CIP).
Il existe de nombreux outils de tendances disponibles pour la normalisation des données. ChemTreat offre cette capacité dans le cadre de CTVista®+, notre logiciel intelligent de gestion de l’eau. L’utilisation d’un logiciel automatisé signifie moins de temps passé à trier les données brutes et à améliorer l’analyse des données pour une prise de décision efficace et éclairée.
Si vous constatez un changement de 10 à 15 % de votre débit d’eau filtrée normalisé, il est peut-être temps de procéder à un nettoyage. Attendre trop longtemps avant le nettoyage peut avoir une incidence sur la santé de vos membranes OI et même causer des dommages mécaniques. Il est donc important d’utiliser vos données normalisées comme point de référence. Votre horaire de nettoyage variera en fonction du type d’eau que vous utilisez et des contaminants qui entrent dans votre système. L’utilisation d’une approche d’entretien standard ou préventif peut donc vous faire prendre du retard sur les nettoyages et entraîner un remplacement prématuré de la membrane.
5. Améliorer les pratiques de nettoyage
Puisque les encrassements varient selon les étapes, différents types de nettoyants sont nécessaires pour les différentes étapes.
Processus de nettoyage à pH élevé
Les nettoyants à pH élevé fournissent de bons résultats lorsqu’ils ciblent les matières en suspension, les bactéries et les matières organiques qui ont tendance à apparaître au premier stade.
Les étapes ci-dessous donnent un aperçu général du processus de nettoyage. Cependant, il est essentiel de suivre de près les directives du fabricant de la membrane.
1. Préparez une solution X %* de nettoyant à pH élevé à un pH de 11,8 à 12,0 et à une température de 100 °F
2. Rincer les premiers 20 % de la solution par les membranes jusqu’au drain
3. Faites circuler et trempez le reste de la solution à des intervalles de 15 minutes pendant 2 à 3 heures, en maintenant le pH et la température (le débit pour les membranes de 8 pouces est d’environ 40 gal/min par réservoir sous pression).
4. Surveillez les niveaux de pH toutes les 15 minutes et ajoutez du produit caustique si une diminution de pH supérieure à 0,5 est enregistrée (si vous avez une charge organique élevée, vous pouvez vouloir rincer le produit caustique dans votre système avant le nettoyage pour éliminer une partie de l’encrassement plus lourd; le produit caustique a tendance à être moins cher que les nettoyants spécialisés et ajouter cette étape peut vous faire économiser de l’argent par rapport à l’utilisation de deux lots de nettoyant spécialisé à pH élevé)
5. Jetez et rincez abondamment avec de l’eau sans chlore de bonne qualité (rincez jusqu’à ce que le pH de l’eau filtrée soit de 7,5)
*La solution % dépendra du produit que vous utilisez et de la recommandation de votre fournisseur de traitement de l’eau.
Processus de nettoyage à faible pH
Les nettoyants à faible pH fonctionnent bien pour les problèmes de détartrage qui peuvent survenir à la deuxième étape. Si vous effectuez un nettoyage à pH faible immédiatement après un nettoyage à pH élevé, il est important de rincer d’abord le système pour maintenir un pH neutre et une conductivité d’eau filtrée inférieure à 100.
La procédure de nettoyage à pH bas est similaire à celle à pH élevé. Cependant, la chaleur n’est généralement pas ajoutée parce que l’objectif est d’éliminer le tartre.
Si votre solution de nettoyage devient foncée et opaque (nettoyage à pH élevé) ou orange et trouble (nettoyage à pH faible), elle doit être déversée et une nouvelle solution doit être démarrée.
Pourquoi ne puis-je pas simplement utiliser de la caustique?
Augmenter la conductivité de votre solution CIP avec un nettoyant spécialisé peut avoir plus d’avantages que de simplement utiliser des surfactants, des agents mouillants, des tampons, etc. Par exemple, si nous avons une solution caustique avec un pH de 12, la conductivité est d’environ 3 000 μs, ce qui se convertit en environ 1 950 ppm de matières dissoutes totales. Pour chaque 100 ppm de TDS, vous avez une pression osmotique, donc, dans ce scénario, nous avons 19,5 psi repoussés contre la pression de la pompe utilisée pour le CIP.
Les pressions typiques de la pompe CIP fonctionnent à environ 60 psi. En utilisant un produit caustique au lieu d’un nettoyant spécialisé, la pression de la pompe peut surmonter la pression osmotique, ce qui fait de l’eau filtrée, qui retient potentiellement beaucoup de saleté, de grain et de bactéries dont vous essayez de vous débarrasser au lieu d’augmenter le débit transversal, qui est l’objectif d’un CIP. L’ajout d’un nettoyant spécialisé augmentera la conductivité à environ 10 000+ μs, ce qui augmentera la charge osmotique à plus de 60 psi et fournira beaucoup de flux croisé turbulent pour éliminer les encrassements.
6. Envisager la nouvelle technologie de membrane OI
Membranes à faible énergie
Les membranes à faible énergie produisent la même quantité de débit d’eau filtrée à environ 150 psi par rapport aux membranes standard, qui sont testées à environ 225 psi. Cela signifie que les membranes à faible énergie produisent la même quantité d’eau tout en utilisant moins d’énergie pour le faire.
Cette capacité signifie que vous pouvez utiliser une pompe d’alimentation plus petite pour économiser sur les coûts d’exploitation et les dépenses en capital. Cependant, si vous concevez votre système autour de membranes à faible énergie, il est important de ne pas le remplacer par des membranes standard, car cela causera des problèmes de système.
Les membranes à faible énergie réduisent considérablement l’énergie de pompage, ce qui vous aidera à économiser sur les coûts d’exploitation. Ils fonctionnent également mieux dans les zones où les températures de l’eau d’alimentation sont basses, bien que vous puissiez voir une qualité d’eau filtrée légèrement inférieure.
Par exemple, ChemTreat a permis à une usine d’économiser 42 % en coûts énergétiques en passant à une membrane RO à faible énergie qui ne coûte que 10 $ de plus que l’équivalent standard.
Osmose inverse en circuit fermé (CCRO) et autres unités OI à récupération élevée
Il y a trois facteurs importants à considérer si vous envisagez d’installer un CCRO dans votre installation :
1. Récupération volumétrique
Alors que les unités RO traditionnelles fonctionnent à un taux de récupération standard constant, les CCRO utilisent la récupération volumétrique. La récupération standard signifie que pour chaque minute de fonctionnement de l’appareil, le même débit d’eau est filtré et également envoyé au drain.
Par exemple, une unité de 100 gal/min fonctionnant à une récupération standard de 75 % envoie 75 gallons d’eau au réservoir d’eau filtrée et 25 gallons d’eau pour vidanger chaque minute que l’unité fonctionne.
La récupération volumétrique tient compte du temps. Donc, pour la même unité de 100 gal/min fonctionnant à une récupération de 75 %, l’unité envoie 100 gallons d’eau au réservoir de stockage filtré pendant environ 15 minutes, puis envoie 500 gallons d’eau au drain après cette période. Cette récupération prend le débit total produit / (débit total produit + débit vers le drain) x 100 pour obtenir sa récupération.
Dans l’exemple, 1 500 gallons d’eau sont produits avec 500 gallons qui vont s’écouler. Cela signifie que la récupération volumétrique serait de 1 500/2 000 x 100 = récupération de 75 %. Cela est important lors de la conception de ces systèmes, car le temps de cycle joue un rôle important dans les recouvrements qui peuvent être réalisés. Si l’unité OI ne peut pas fonctionner pendant plus de 15 minutes sans s’arrêter, une récupération supérieure à 75 % ne peut pas être obtenue.
Lorsque vous envisagez des récupérations de plus de 90 % où les temps de cycle peuvent être de 30 minutes ou plus, assurez-vous qu’il y a un stockage adéquat de l’eau filtrée pour permettre à l’unité de fonctionner aussi longtemps sans interruption.
2. Chimie de l’eau
Les systèmes OI traditionnels tiennent compte de l’entartrage et des limites hydrauliques élevées. Pour CCRO, vous n’avez vraiment qu’à envisager la mise à l’échelle. Vous devrez travailler en étroite collaboration avec vos fournisseurs de produits chimiques et d’équipement pour vous assurer d’alimenter la bonne quantité d’acide pour contrôler le tartre. Vérifiez les renseignements de votre entreprise d’équipement auprès de votre fournisseur de traitement de l’eau afin qu’il puisse sélectionner le bon antitartre et ajuster le pH au besoin pour aider à atteindre la récupération spécifiée.
3. Tendances automatisées
Les CCRO et autres nouvelles unités d’OI à récupération élevée peuvent être très numérisées et automatisées. Contrairement aux OI standard, les opérateurs peuvent avoir de la difficulté à les surveiller parce qu’ils ne peuvent pas se rendre au système et remplir une feuille de journal pour recueillir des données. Les données tendancielles du CCRO peuvent être un peu difficiles, mais votre fournisseur de traitement de l’eau peut vous aider à recueillir des mesures significatives du système.
Réflexions finales : L’importance d’un entretien régulier pour le prétraitement
L’entretien de votre système OI est tout aussi important que sa conception.
Nous recommandons les procédures d’entretien suivantes pour améliorer la durée de vie de votre système et la qualité de votre eau. Consultez toujours les manuels et les guides de l’équipement pour obtenir des conseils appropriés.
- Laver à contre-courant ou changer les filtres en amont en fonction de la chute de pression, et non sur une minuterie
- Effectuez des nettoyages chimiques sur vos filtres de prétraitement et/ou remplacez le média au besoin au fil des ans
- N’oubliez pas : la tuyauterie peut être aussi sale que les filtres et les unités OI, alors soyez conscient de l’endroit où le problème se produit vraiment
- Inspectez les systèmes chaque année, n’attendez pas qu’il y ait un problème!
Rappelez-vous toujours : de nombreux facteurs contribuent à l’efficacité de vos systèmes de prétraitement et d’OI. Comme pour toutes les autres technologies, une diligence raisonnable est nécessaire pour déterminer la faisabilité de l’utilisation de nouvelles méthodes. Consultez toujours vos manuels et guides d’équipement et communiquez avec notre équipe expérimentée pour obtenir de l’aide!
Références
DuPont. (2022). Manuel technique des membranes d’osmose inverse FilmTec. Extrait de : https://www.dupont.com/content/dam/dupont/amer/us/en/water-solutions/public/documents/en/RO-NF-FilmTec-Manual-45-D01504-en.pdf.

